Аппарат точечной сварки своими руками
Содержание:
- Важные конструктивные свойства
- Разновидности контактной сварки
- Намотка силового трансформатора
- Режим работы
- Дефекты и причины их возникновения при точечной сварке
- Непровар полный или частичный
- Образование трещин при точечной сварке
- Разрывы у кромок нахлестки
- Глубокие вмятины от электрода
- Внутренний выплеск (выход расплавленного металла в зазор между деталями)
- Наружный выплеск (выход металла на поверхность детали)
- Внутренние трещины и раковины
- Исправление дефектов точной сварки
- Принцип работы споттера
- Виды контактной сварки
- Схема точечной сварки
- Детали и инструменты для сбора прибора своими руками
- Как работает контактная сварка
- Коротко о технологиях точечной контактной сварки
- Сборка готовой конструкции
- Вторичная обмотка
- 3 Цепь управления – из чего состоит и как работает?
- Аккумуляторы 18650 и их сварка
Важные конструктивные свойства
Ключевой узел сварочного устройства точечного типа — это сварочный трансформатор, который часто встречается в микроволновых печах, телевизорах и другом оборудовании. Перематывание обмотки проводят только после определения соотношения нужной силы тока и напряжения, в процессе подачи которого происходит сваривание.
Чтобы подобрать подходящий вариант управления устройством, необходимо правильно собрать основные механизмы. Не секрет, что конструктивные детали подбирают с учётом мощности и параметров трансформатора.
При изготовлении контактно-сварочных систем учитывается соотношение типа применения и свойств материала, который поддаётся обработке. В большинстве случаев к основному прибору фиксируют сварочные клещи.
Выполняя любую сборочную работу, будьте предельно внимательными и тщательными. Качество сборки должно быть максимальным, иначе дальнейшая эксплуатация может стать проблематичной. Провода выбирают с соответствующим диаметром и сечением. Если надёжность цепи недостаточно хорошая, интенсивность требуемого электрического тока не будет стабильной. К тому же повышается риск появления искр, что заставит рабочих остановить сваривание.
Разновидности контактной сварки
Существует несколько видов контактной сварки. К ним относится точечная сварка (она может быть одноточечной, двухточечной и многоточечной), рельефная сварка, шовная сварка (может быть непрерывной, шаговой и прерывистой), стыковая сварка (выполняемая либо с помощью сопротивления, либо с помощью оплавления). Также возможны комбинации разных методов, например, шовно-стыковая сварка или рельефно-точечная. В таком случае комбинированный метод будет обладать всеми характерными особенностями обоих типов контактной сварки.
Давайте подробнее разберем способы контактной электросварки изделий из металла.
Точечная сварка
Точечная сварка — это самый распространенный тип контактной сварки. Ее суть в формировании так называемых точек путем нагрева металла и его дальнейшей деформации. Точки формируются с малым шагом, образуя сварное соединение.
Точечная сварка довольно универсальна, она используется для соединения тонколистового металла, маленьких деталей, используемых в электроприборах, и толстых деталей до 2 сантиметров. С помощью такого метода возможна быстрая и качественная сварка нержавеющей стали.
Что касается качества и надежности соединения, то здесь все просто: чем больше точек, тем шов надежнее. Новички ошибочно полагают, что такое соединение ненадежно и может разрушиться в любой момент. Но это большое заблуждение. При формировании точки используется большое давление. Оно без труда деформирует нагретый металл, который затем остывает и надежно фиксирует детали между собой.
Рельефная сварка
Контактная рельефная сварка осуществляется по тому же принципу, что и контактная, только перед работой края одной детали обрабатываются с помощью специальных инструментов или станков, образующих выступы. Деталь кладется сверху, выступами вниз. Выступы могут быть полукруглыми или продолговатыми. В месте выступа как раз и будет точка, формируемая аппаратом для контактной сварки. Вторая деталь остается неизменна, она кладется снизу.
Рельефный метод контактной сварки зачастую применяется при сборке автомобилей. Он очень сложен за счет необходимости формировать выступы и поэтому редко проводится в домашних условиях.
Шовная сварка
Шовная сварка несколько отличается от прочих типов контактной сварки. Здесь электроды роликовые, с их помощью металл не только прокатывается, но и сваривается. При этом сварное соединение выглядит, как при точечной сварке. Но точки перекрывают друг друга на несколько миллиметров, образуя шов, больше похожий на соединение, выполненное ручным способом с помощью покрытого электрода.
Шовная сварка применяется при сварке тонких металлов до 3 миллиметров. Также шовная сварка отлично подходит для сварки герметичных изделий, например, баков и цистерн.
Стыковая сварка
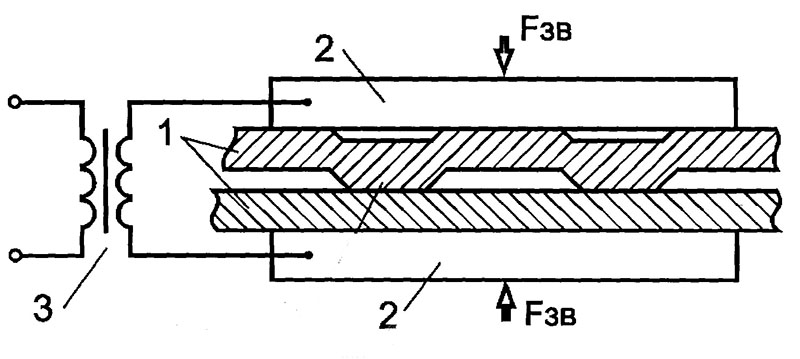
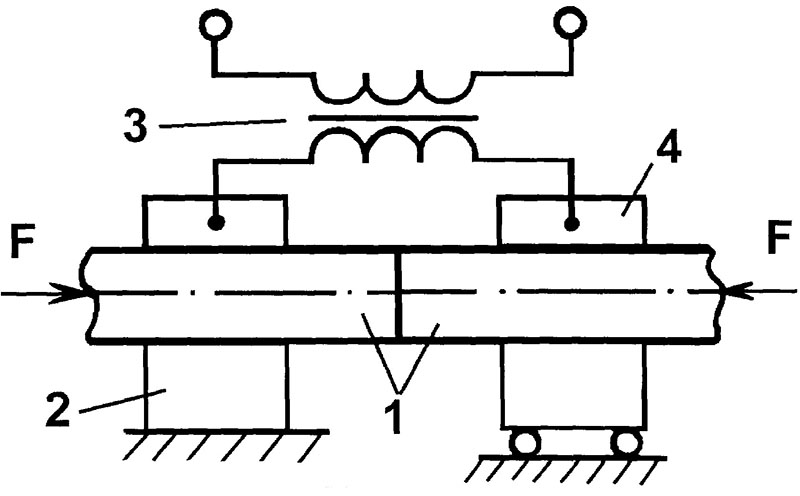
Стыковая контактная сварка также использует тепло и давление, но в другой плоскости. Шов формируется не между верхним и нижним электродом, а посередине. Чтобы лучше понять суть, посмотрите на схему ниже.
Стыковая сварка делится на сварку с сопротивлением и с плавлением. При сварке с сопротивлением детали сначала стыкуют, затем сжимают под небольшим давлением, и только после этого к зоне шва поступает ток, который нагревает металл, размягчая его. Затем металл остывает и образуется соединение.
При сварке плавлением детали предварительно нагреваются до пластичного состояния и только потом соединяются с применением давления. Нагрев может быть либо постоянным, когда тепло поступает во время всего сварочного процесса, либо прерывистым, когда деталь нагревается интервалами. Прерывистый нагрев используются для экономии электричества. Также он полезен, если детали небольшие и тонкие, в таких случаях нет нужды использовать нагрев постоянно.
Внимательные мастера спросят, куда исчезает расплавленный металл? Ведь при других способах сварки при плавлении металл начинает окисляться, образуется шлак. А это создает дополнительные проблемы. Дело в том, что в контактной сварке ток обладает электродинамическим действием, поэтому он без труда выбрасывает расплавленный металл вне зоны сварки.
Намотка силового трансформатора
Выходной трансформатор является основополагающей частью всей конструкции аппарата для сварки, обеспечивающий необходимую силу тока, подаваемую на электрод. Его желательно сделать собственноручно следующим образом
Сердечник подойдет от обыкновенного вышедшего из строя трансформатора – важно, чтобы он обладал стальной пластинчатой конструкцией и имел общее поперечное сечение одного элемента около 65 см²
На первую стойку наматывается первичная обмотка из провода марки ПЭВ или ПЭТВ диаметром 2,9 мм с числом витков – 20. Под обмотку и сверху нее накладывается трансформаторная (кабельная) бумага. Концы обмотки закрепляются на контактной колодке, размещаемой на верхней части сердечника.
На вторую стойку сердечника наматывается выходная (вторичная) обмотка в виде двух витков плоской шины. Такую шину можно собрать из 15-17 медных плоских проводов общим сечением 200 мм² и обматывается для изоляции фторлоновой пленкой или тканевой изоляционной лентой. Рекомендуется сверху и снизу обмотки проложить трансформаторную бумагу, а концы обмотки вывести на контактную колодку.
Режим работы
Делится на мягкий и жесткий. При щадящем режиме работы применяется небольшая электрическая энергия, но процесс сварки выполняется дольше – 2-5 секунд. Благодаря этому применяются электродные стержни меньшего сечения и не требуется очень сильно надавливать ими.
Жесткий режим работы использует повышенную энергию, а процесс производится быстрее – 0,2-1,5 секунды. Обеспечивается высокая производительность, однако необходимо сильное сдавливание заготовок электродными стержнями. Также требуется стержень большого сечения, который превышает сечение соединяемых изделий.
Дефекты и причины их возникновения при точечной сварке
Непровар полный или частичный
Непровар полный или частичный, недостаточные размеры литого ядра. Возможные причины: мал сварочный ток, слишком велико усилие сжатия, изношена рабочая поверхность электродов. Недостаточность сварочного тока может вызываться не только его малым значением во вторичном контуре машины, но и касанием электрода вертикальных стенок профиля или слишком близким расстоянием между сварными точками, приводящим к большому шунтирующему току.
Дефект обнаруживается внешним осмотром, приподниманием кромки деталей пробойником, ультразвуковыми и радиационными приборами для контроля качества сварки.
Образование трещин при точечной сварке
Наружные трещины. Причины: слишком большой сварочный ток, недостаточная сила сжатия, отсутствие усилия проковки, загрязненная поверхность деталей и электродов, приводящая к увеличению контактного сопротивления деталей и нарушению температурного режима сварки.
Дефект можно обнаружить невооруженным глазом или с помощью лупы. Эффективна капиллярная диагностика.
Разрывы у кромок нахлестки
Причина этого дефекта обычно одна — сварная точка расположена слишком близко от края детали (недостаточна нахлестка).
Обнаруживается внешним осмотром — через лупу или невооруженным глазом.
Глубокие вмятины от электрода
Возможные причины: слишком малый размер (диаметр или радиус) рабочей части электрода, чрезмерно большое ковочное усилие, неправильно установленные электроды, слишком большие размеры литой зоны. Последнее может являться следствием превышения сварочного тока или длительности импульса.
Определяется внешним осмотром.
Внутренний выплеск (выход расплавленного металла в зазор между деталями)
Причины: превышены допустимые значения тока или длительности сварочного импульса — образовалась слишком большая зона расплавленного металла. Мало усилие сжатия — не создался надежный уплотняющий пояс вокруг ядра или образовалась воздушная раковина в ядре, вызвавшая вытекание расплавленного металла в зазор. Неправильно (несоосно или с перекосом) установлены электроды.
Определяется методами ультразвукового или рентгенографического контроля или внешним осмотром (из-за выплеска может образоваться зазор между деталями).
Наружный выплеск (выход металла на поверхность детали)
Возможные причины: включение токового импульса при несжатых электродах, слишком большое значение сварочного тока или продолжительности импульса, недостаточное усилие сжатия, перекос электродов относительно деталей, загрязнение поверхности металла. Две последние причины приводят к неравномерной плотности тока и расплавлению поверхности детали.
Определяется внешним осмотром.
Внутренние трещины и раковины
Внутренние трещины и раковины
Причины: слишком велики ток или продолжительность импульса. Загрязнена поверхность электродов или деталей. Мала сила сжатия. Отсутствует, опаздывает или недостаточно ковочное усилие.
Усадочные раковины могут возникать во время охлаждения и кристаллизации металла. Чтобы воспрепятствовать их возникновению, необходимо повышать силу сжатия и применять проковывающее сжатие в момент охлаждения ядра. Дефекты обнаруживаются методами рентгенографического или ультразвукового контроля.
Смещение литого ядра или его неправильная форма
Возможные причины: неправильно установлены электроды, не очищена поверхность деталей.
Дефекты обнаруживаются методами рентгенографического или ультразвукового контроля.
Прожог
Причины: наличие зазора в собранных деталях, загрязнение поверхности деталей или электродов, отсутствие или малое усилие сжатия электродов во время токового импульса. Во избежание прожогов ток должен подаваться только после приложения полного усилия сжатия. Определяется внешним осмотром.
Исправление дефектов точной сварки
Способ исправления дефектов зависит от их характера. Самым простым является повторная точечная сварка металлов. Дефектное место рекомендуется вырезать или высверлить.
При невозможности сварки (из-за нежелательности или недопустимости нагрева детали), вместо дефектной сварной точки можно поставить заклепку, высверлив место сварки. Применяются и другие способы исправления — зачистка поверхности в случае наружных выплесков, термическая обработка для снятия напряжений, правка и проковка при деформации всего изделия.
Не каждая конструкция аппаратов точечной сварки позволяет их использовать в бытовых целях. Точечная сварка металлов имеет ограничение по толщине металлов, а также мощности потребляемого электричества из бытовой сети. В следующей статье я расскажу об оборудовании для аргонодуговой сварки.
РЕКОМЕНДУЮ ЕЩЁ ПОЧИТАТЬ:
Принцип работы споттера
Аппарат состоит из двух основных частей – блока управления и пистолета. Действие рихтовочного инструмента основано на методе точечной сварки. Споттер для рихтовки авто работает при помощи следующих аксессуаров:
- Обратный молоток – накручивается на пистолет. Наконечник молотка с насадкой-звездочкой или иглой для точечной сварки напрямую приваривается к поврежденной поверхности и за него вытягивается вмятина. Используя специальный электрод, можно сначала приварить шайбы, а затем поочередно вставлять в них крючок обратного молотка и выпрямлять деталь. На приваривание шайб уходят доли секунды
- Пуллер для споттера – используется для экспресс-вытяжки. Он плавно выравнивает поверхности небольших повреждений. Работает при помощи рычагов. Для ликвидации крупных вмятин используется выправочное устройство ручного типа
- Осадка металла – после правки детали на ней остаются пузыри. Чтобы их убрать, в пистолет вставляется электрод, а затем им точечно прогреваются неровности.
Кузов в месте крепления наконечника обратного молотка или шайбы обязательно зачищается до металла. Таким же образом подготавливает кусочек детали, чтобы закрепить на нем массу (заземлить). Провод крепится при помощи зажима непосредственно на дверь или через магнитный держатель, если нет возможности зацепиться. Когда изготавливается споттер своими руками, то к поверхности приваривается болт и на него вешается масса.
Виды контактной сварки
На промышленных предприятиях используют разные виды контактной сварки: точечную, рельефную, стыковую и шовную. Использование той или иной разновидности во многом зависит от профиля выполняемых работ.
 Существует несколько разновидностей контактной сваркиФОТО: goodsvarka.ru
Существует несколько разновидностей контактной сваркиФОТО: goodsvarka.ru
Метод контактной точечной сварки
Данный метод подразумевает соединение металла в одной или нескольких точках одновременно. Качество сварного шва зависит от нескольких параметров:
- силы тока и давления, оказываемого на соединяемые детали;
- размера и формы электродов;
- степени чистоты свариваемых поверхностей;
- длительности воздействия на одну точку.
Современное сварочное оборудование имеет производительность до 600 точек в минуту. Данный метод используется как для соединения тонких (до 0,02 мкрн) деталей электрооборудования, так и для сварки металла толщиной до 20 мм.
 Точечная сваркаФОТО: usamodelkina.ru
Точечная сваркаФОТО: usamodelkina.ru
Рельефная сварка
Этот метод по принципу работы схож с точечной сваркой, а главное отличие состоит в том, что деталь в месте соединения и электрод имеют одинаковую естественную или штампованную рельефную форму. Подобная технология используется практически везде и позволяет крепить опорные элементы или кронштейны к плоской поверхности заготовки. Однако перед свариванием детали должны быть хорошо очищены от различных видов загрязнения.
 Рельефное соединениеФОТО: weldering.com
Рельефное соединениеФОТО: weldering.com
Шовная технология сваривания
Шовная сварка — многоточечное соединение, при котором несколько сварных зон располагаются близко друг к другу или перекрываются, образуя монолитный шов. Сварочные аппараты оснащаются одним или несколькими роликами-электродами. Если сварные точки перекрываются между собой, то получается достаточно герметичный шов, поэтому данная технология используется при производстве различных ёмкостей. Толщина свариваемого металла колеблется в диапазоне 0,2-3 мм.
 Шовная сваркаФОТО: svarkaprosto.ru
Шовная сваркаФОТО: svarkaprosto.ru
Стыковая контактная сварка
Как и в случае с рельефной сваркой, стыковой метод требует предварительной обработки торцов соединяемых деталей. Элементы металлической конструкции прижимают друг к другу кромками, после чего оплавляется вся плоскость контакта. Данная технология имеет несколько разновидностей: сопротивлением, оплавлением и плавлением с подогревом. Использование того или иного вида стыковой сварки зависит от типа металла, его толщины и необходимого качества фиксации. Самый простой вариант — соединение сопротивлением, используется для легкоплавких металлических деталей. Два других вида подходят для сварки конструкций большого сечения.
 Схематическое изображение стыковой сварки металловФОТО: weldering.com
Схематическое изображение стыковой сварки металловФОТО: weldering.com
Статья по теме:
Схема точечной сварки
Чтобы самостоятельно изготовить точечную контактную сварку, внимательно изучите соответствующие схемы. Самая популярная из них эффективна в тех ситуациях, где приходится обрабатывать металлические листы с толщиной от одного миллиметра или проводку и прут с диаметром до 4 миллиметром.
В данном случае необходимо учесть такие особенности:
- Для сваривания следует обзавестись оборудованием с переменным напряжением в 220 Вт.
- Что касается выходного типа напряжения при работе на холостом ходу, то оно составляет 3−7 В.
- Максимальные показатели сварочного тока достигают 1,5 тысячи ампер.
Вся конструкция характеризуется принципиальной схемой, которая состоит из силовых частей, автоматизированного выключателя и контрольной цепи. Если при выполнении поставленной задачи возникают опасные ситуации, для их предотвращения достаточно нажать на выключатель. На первом узле установлен трансформатор для сварки т2 и прибор бесконтактного тиристорного включателя однофазного типа, который подключает первичную обмотку к источнику электрического питания.
Что касается второй схемы, то она требует выполнение характерной обмотки на сварочном трансформаторе с помощью определенных витков. На первичной обмотке размещены выводные участки, которые предназначаются для регулировки выходного сварочного тока с учётом соотношения вторичной обмотки. Таким образом постоянное соединение сетевой цепи остаётся на первом выводе, а работа электропитания регулируется посредством остальных.
Важная деталь системы с маркировкой М ТТ4 К отличается серийным производством. В таком модуле предусмотрен тиристорный ключ, который выполняет коммутацию нагрузки через 1 и 3 контакты. Устройство может работать под нагрузками с напряжением до 800 ватт и током до 80 ампер. Состав схемы включает в себя:
- блок питания.
- цепь для настройки механизма.
- реле к1.
В качестве источника электрического питания для сварочного оборудования используются любые трансформаторные системы с мощностью до 20 ватт. При этом его используют при работе на номинальной сети в 220 В. Что касается напряжения, которое выдается на втором варианте обмотки, то его показатели достигают 22 В. Чтобы выпрямить интенсивность подачи тока, можно установить диодный мост. Также не исключается вариант использования любых других узлов с подобными параметрами.
Детали и инструменты для сбора прибора своими руками
У каждого компетентного мастера всегда найдутся под рукой обычные кнопки типа вкл/выкл, они достаточно будет применить для схемы управления вашей контактной сваркой.
Также недостающей деталью служит медный провод, который в будущем, мы будем использовать для намотки на трансформатор. О сечении этих проводов, я расскажу вам чуть позже в моей статье.
Если вы умеете пользоваться формулами и рассчитывать необходимое сечение, я возражать не буду, хотя я вернусь к этому чуть позже.
И последней составляющей будут подручные материалы для рычагов и электродов. Теперь вернёмся к нашим необходимым инструментам, нам нужны будут стамеска или же ножовка, припой и, конечно, паяльник.
Мастерить контактную сварку из инвертора своими руками не очень хороший вариант, учитывая, что из него нам будет достаточно одного трансформатора, хотя и на это у меня есть альтернатива, но об этом чуть позже.
Если вы были настроены использовать и электронику, то я бы вам не стал этого советовать, так как процесс этот достаточно трудоёмкий и неэффективный.
Теперь я открою вам завесу. Альтернативой взятого трансформатора из инвертора, является трансформатор из микроволновой печи, всё верно, вам не показалось, именно от туда.
Как показала практика, трансформаторы, взятые с СВЧ, подходят для наших целей, их легко усовершенствовать, так что остановимся на них.
Как работает контактная сварка
Это термомеханический тип сварки. Перед началом работы, сварные детали устраивают в нужное положение. Далее каждая их часть фиксируется между аппаратными электродами, под их действием детали сжимаются.
Ток, проходящий по электродам, раскаляет детали, и в этом месте образуется сплав. Он и есть соединяющий элемент двух деталей. Аппараты подобного типа на производстве имеют высокую производительность. Они за минуту способны сделать 600 сварных точек.
Но, чтобы поверхности раскалились, и начали плавиться, на них подают электрический ток огромной силы. Такой импульс приводит к практически мгновенному плавлению металлов. Его продолжительность зависит от вида сплавляемых металлов. Обычно временной диапазон составляет 0,01-0,1 секунды.
При этом расплавленные поверхности металлов образуют между собой сварочную каплю, которая должна застыть. Для этого сварные детали держаться сдавленными некоторое время. Расплавленная капля в этот момент образует своеобразную кристаллическую решетку.
Поэтому перед работой предполагаемое место сварного шва обрабатывается специальным раствором. Так снимается элементы коррозии, и других оксидных пленок. В итоге получается шов высокого качества.
Коротко о технологиях точечной контактной сварки
Технология контактной точечной сварки представляет собой особый метод соединения металлозаготовок в виде листов проката или приваривания разного рода штучных изделий к металлоконструкциям. К примеру, болтов, шайб, заклепок и т.п.
Наиболее широко контактное сваривание применяется на промышленных предприятиях автомобилестроения, самолетостроения и приборостроения, так как позволяет создавать надежные и долговечные сварные швы без дефектов, риска деформации поверхностей в процессе или после сварки.
Для выполнения бытовых операций с металлическими изделиями подойдет самостоятельно изготовленная точечная сварка из микроволновки. Она позволит без особенных трудностей выполнить соединение в единое целое нескольких отдельных металлических частей забора, труб, деталей авто, мотоцикла и т.п.
Но при этом сварщику не потребуется тратиться на покупку специального сварного оборудования.
Точечная сварка, собранная своими руками в маленькой ремонтной мастерской, непременно должна отвечать определенным требованиям, предъявляемой к такому оборудованию.
Способ контактной сварки.
И, в том числе, нормам безопасности, нарушение которых может спровоцировать ряд негативных последствий для здоровья мастера: от маленьких ожогов на коже рук до серьезных повреждений тела человека. Тогда агрегат будет в полной мере справляться с возложенными на него функциями.
Суть работы самодельного аппарата для сварки аналогична функционированию споттера. Изготовленная модель из микроволновой печи питается от обычной сети в 220В.
Переделанный своими руками трансформатор занижает напряжение до безопасного значения ‒ 12В, а силу тока, наоборот, увеличивает до величины нагрева металла до температуры его плавления.
Ток после преобразования подается на конденсаторы для их зарядки. Когда электричество накопится в достаточном объеме, реле переведет напряжение к рабочим контактам.
Свариваемое изделие помещают между медными электродами, которые замыкаются и провоцируют появление мощного импульса временной длиной от 0,01 до 0,1 с. Точка в зоне контакта плавится под воздействием этого импульса, а после остывания можно заметить образование сварного шва.
Если мастер справился с задачей, не допустив нарушения технологии, то швы будут лишены каких либо дефектов: сколов, трещин, кратеров и т.п.
Далее снова происходит накопление электрического заряда на конденсаторе для следующего сварочного цикла. Такая схема контактной точечной сварки, собранной своими силами из микроволновой печи, передает обобщенную суть работы сварного аппарата при работе с металлическими конструкциями.
Но при наличии желания мастер может ее усовершенствовать, разработав различные вариации модели, исходя из актуальной мощности устройства.
Наличие самодельной точечной сварки предоставляет даже малоопытному сварщику широкий круг дополнительных возможностей:
- создание соединений деталей из листов металлопроката незначительной толщины;
- работа с легкоплавкими металлами;
- придание сварному шву аккуратного вида, надежности и высокой прочности.
Основное достоинство такой сварки мини размера ‒ возможность овладеть сварочным искусством без помощи высококвалифицированного мастера. При наличии базовых знаний о сварке умелец может самостоятельно изучить все тонкости работы с самодельным агрегатом.
Стоит лишь некоторое время потренироваться выполнять сварочные швы своими силами, чтобы добиться с помощью самодельного оборудования высокой производительности труда и низких затрат расходников.
Сборка готовой конструкции
Перед монтажом наружной части контактного сварочного аппарата необходимо провести вторичную обмотку извлеченной катушки (несколько витков проводом с достаточным сечением). Далее ведут работу согласно инструкции, как сделать точечную сварку своими руками:
Следующим этапом готовят электроды, которые могут иметь самую различную конфигурацию. Зависит форма, размеры и диаметр наконечника от назначения сварочного агрегата, размеров и формы скрепляемых деталей.
При решении изготовить электроды своими руками, следует воспользоваться ГОСТами, которые регулируют все требуемые параметры. В случае отсутствия опыта работы на токарном станке детали для подачи электрических разрядов можно приобрести в магазине.
Готовые, отшлифованные электроды приваривают к выведенным проводам. При выводе проводов следует проверять качество и правильность прокладки рабочих кабелей (используя вольтметр). Особенно, актуален данный вопрос для усиленных трансформаторов.
При сборке трансформатора обязательно монтируют конденсаторы, а на корпус выводят кнопки регулировки скорости и времени подачи электрического разряда. Подобный принцип позволяет регулировать процесс сварки деталей, не допуская перегревания металла и образования грубых швов.
Следующий шаг – это монтаж и сборка корпуса. Электроды «одевают» в корпуса ручек-зажимов, позволяющих надежно фиксировать обрабатываемые поверхности.
Трансформатор также прячут в корпус, внутренняя поверхность которого обязательно обрабатывается антикоррозийным составом. Также наличие корпуса позволяет защитить центральную деталь от попадания пыли, искр, грязи и влаги.
Обработке антикоррозийными составами следует подвергнуть и все другие детали для сборки конструкции. Качество и срок эксплуатации изделия напрямую зависит от оптимального подхода к работе.
Окончательное формирование наружного контура зависит от пожеланий и умений мастера, его приспособленности к работе с инструментом (учитывается охват ладони, удобство удерживания аппарата в руке, общий вес конструкции и предполагаемая длительность проведения ремонтных работ). В работе поможет схема сборки точечной сварки из микроволновки своими руками.
Вторичная обмотка
Что касается вторичной обмотки, то если бы клещи были стационарные, то достаточно было 4 витка провода сечением 100 кв.мм. Но в данном случае, поскольку клещи выносные, длина провода от трансформатора до электродов составляла 1,7м. А чем длиннее провода, тем больше падает мощность аппарата.
К сожалению, мне неизвестно, падает ли мощность из-за уменьшения тока во вторичной цепи вследствие тонких проводов (по отношению к длине) или из-за просадки напряжения во время сварки. Поэтому решил намотать 6 витков проводом 50 кв.мм, чтобы компенсировать просадку напряжения во время сварки.
Клещи изготавливались из 1/2″ водопроводной трубы длиной 50см, сквозь которые протягивались провода и зажимались болтами непосредственно в электродах. В электродах были просверлены отверстия на глубину 50мм, чтобы была максимально большая площадь соприкосновения провода с электродом. Место соединения клещей, тщательно изолируется друг от друга текстолитовыми шайбами.
С трансформатором работы окончены. Теперь можно приступать к изготовлению корпуса. В наличии был лист толщиной 2мм. На листогибе согнуть короб из такого толстого металла довольно тяжело, поэтому в местах изгибы были пропилены пазы при помощи болгарки. Пока края не согнуты, желательно сразу же просверлить и вырезать все необходимые отверстия (вентиляторы, гермовводы и т.д.).
При наличии пропилов, ровно согнуть короб из толстого металла, не предоставляет труда.
В крышке, необходимо предусмотреть вентиляционные отверстия. Можно просто насверлить много отверстий, но это долго и некрасиво. Поэтому были куплены металлические вентиляционные решетки, а в крышке вырезаны отверстия под эти решетки.
3 Цепь управления – из чего состоит и как работает?
Цепь управления выполняет функции реле времени. Включая K1 на заданный промежуток времени, она задает продолжительность воздействия электрического импульса на свариваемые детали. Состоит цепь управления из конденсаторов С1–С6, которые должны быть электролитическими с напряжением зарядки 50 В или выше, переключателей типа П2К, имеющих независимую фиксацию, кнопки КН1 и двух резисторов – R1 и R2.
Емкость конденсаторов может быть: 47 мкФ для C1 и C2, 100 мкФ – C3 и C4, 470 мкФ – C5 и C6. КН1 должна быть с одним нормально-замкнутым, а другим нормально-разомкнутым контактами. При включении АВ1 начинают заряжаться конденсаторы, подключенные с помощью П2К к цепи управления и блоку питания (на Рис.1 – это только C1), R1 ограничивает начальный зарядный ток, что позволяет значительно увеличить срок эксплуатации емкостей. Зарядка происходит через скоммутированную на тот момент нормально-замкнутую контактную группу кнопки КН1.
Разомкнутая нормально-замкнутая контактная группа КН1 препятствует запитыванию реле непосредственно от блока питания. Чем больше суммарная емкость разряжающихся конденсаторов, тем дольше они разряжаются, и, соответственно, K1 дольше замыкает контакты 4 и 5 ключа МТТ4К, и продолжительнее сварочный импульс. Когда конденсаторы полностью разрядятся, K1 отключится, и контактная сварка прекратит свою работу. Чтобы ее подготовить к следующему импульсу, КН1 надо отпустить. Разрядка конденсаторов происходит через резистор R2, который должен быть переменным и служит для более точного регулирования продолжительности сварочного импульса.
Аккумуляторы 18650 и их сварка
Аккумулятор типа 18650 можно справедливо назвать универсальным, применяемым в большинстве бытовых приборов. Он принадлежит к литий-ионному виду. В связи с их популярностью большое значение имеет такой вид работ, как точечная сварка для аккумуляторов 18650 своими руками. Технические параметры заложены в самом названии такого вида аккумуляторов: первые две цифры «18» означают диаметр батарейки, а следующие «65» — ее длину. Габариты указаны в миллиметрах. Последняя цифра свидетельствует о цилиндрической форме аккумулятора.
В зависимости от химических показателей различается несколько видов аккумуляторов 186560, но их всех можно отнести к литий-ионным. Наибольшую емкость имеют литий-кобальтовые аккумуляторы. Литий-кобальтовые аккумуляторы нельзя применять в тех приборах, которые во время эксплуатации начнут оказывать на них сильную нагрузку. Иначе они за короткое время выйдут из строя, и для ремонта понадобится точечная сварка для аккумуляторов 18650.
Лучшими аккумуляторами такого типа считаются литий-марганцевые. Они отличаются стабильностью при эксплуатации и долгим сроком службы, поэтому весьма востребованы среди пользователей. К наиболее безопасным видам относятся литий-железо-фосфатные.
Их относительная безопасность объясняется тем, что входящий в состав железо-фосфатный катод нетоксичен и устойчив к воздействию высоких температур. Однако, при сильных повреждениях корпуса они могут взорваться или воспламениться и тогда понадобится сварка аккумуляторов 18650, которая исправит эту ситуацию.
Аппарат для сварки аккумуляторов 18650 не является слишком сложным и вполне может быть изготовлен самостоятельно в домашних условиях. Для того, чтобы аккумуляторы реже выходили из строя, необходима их правильная зарядка, которую надо осуществлять согласно имеющейся технологии. Для этого следует воспользоваться специальным зарядным устройством. Оно может быть независимым или работать только при подключении в электросеть.
Для зарядки аккумулятора понадобится порядка трех часов. На скорость зарядки влияет сила тока. Ее оптимальное значение 0,5-1 Ампер. После окончания зарядки произойдет самостоятельное отключение батарейки от зарядного устройства, что гарантирует отсутствие перегрева аккумулятора и его порчи.
Сварка аккумуляторов 18650 своими руками предполагает прохождение таких этапов:
- Батарею установить на ровную поверхность.
- На поверхности аккумуляторов положить небольшую пластинку, предназначенную для того, чтобы соединить несколько емкостей в одно целое.
- После подачи тока на электроды пластина будет приварена к батарее.
Точечная сварка своими руками 18650 должна осуществляться медными электродами, соединенными параллельно. Такая самодельная точечная сварка для аккумуляторов 18650 является отличной заменой обычной пайке, при которой происходит перегревание элементов. Мгновенный импульсный разряд соединит детали крепко, но без их перегрева. Указанным способом представляется возможным наладить работу, как строительных инструментов типа шуруповерта, так и компьютерной техники.
Схема точечной сварки для аккумуляторов:
Аппарат для сварки аккумуляторов 18650 несложно собрать самостоятельно. После его сборки перед тем, как начать работать, следует провести испытание на работоспособность. Делается это в следующей последовательности:
- На горизонтальной поверхности установить несколько штук отработанных аккумуляторов. В дальнейшем потребуется соединить их в один блок. Для фиксации можно обмотать их скотчем.
- Поместить соединительную пластину на верхние поверхности аккумуляторов. Пластина должна располагаться равномерно и симметрично.
- Прижать к сооружению электроды.
- Включить ток и убедиться в том, сварка происходит должным образом.
- Сделать несколько соединительных точек.
- Отключить ток.
- Убедиться в надежности полученного соединения, попробовав разорвать его.
Если проверка прошла успешно, то можно приступать к работе.


