Большие слесарные тиски из старого металлолома
Содержание:
- Изготовление тисков
- Пошаговые технологии изготовления деревянных тисков в домашних условиях
- Инструкция по изготовлению тисков: вариант №2
- Проведение работ своими руками
- Шаг 3: Тиски и ручка
- Особенности конструкции
- Тиски для сверлильного станка своими руками: виды и инструкция
- Инструкция по изготовлению тисков для сверлильного станка с фото и описанием
- Слесарные тиски своими руками — часть 1
- Самодельные слесарные тиски: видео, фото, чертежи
- Разработка конструкции тисков
- Тиски для верстака
- Этапы изготовления самодельных тисков
- Классический вариант самодельных настольных тисков
Изготовление тисков
При необходимости и при наличии определённой слесарной подготовки возможно тиски изготовить самостоятельно своими руками. К этому следует добавить умение выполнять сварочные работы и наличие необходимого материала.
Начинать работу следует с чёткой формулировки технического задания – для чего делаются данные тиски и какого они будут размера. Следует оценить свои запасы материала и старых заготовок. На изготовление тисков годится только сталь.
Читать также: Станок для скрепления рамочного багета
Затем выполняется рабочий эскиз общего вида. После обсуждения и необходимой корректировки следует вычертить в масштабе или в натуральную величину чертёж общего вида в трёх проекциях. Следующим этапом конструирования идёт деталировка, выполнение чертежей всех деталей. При этом мастер-самоделкин старается максимально использовать имеющиеся у него в наличии заготовки от других работ.
Корпус –станина тисков может быть сварена или из уголков, или из обрезков трубы квадратного профиля. Подвижная губка перемещается вдоль станины по направлению к неподвижной либо между двумя крайними образующими рамы-станины тисков, либо по специальным направляющим, проходящим сквозь крайние отверстия в подвижной губке. В качестве таких направляющих умельцы используют полированные штоки соответствующей длины диаметром 16 -18 мм.
Упорный винт, перемещающий подвижную губку, тоже можно найти в каком-нибудь старом механизме. Диаметр нужен 14 – 16 мм, резьба упорная. Длина должна обеспечить желаемый полный раствор тисков. На одном конце винта обеспечивается сцепление с подвижной губкой, на другом конце устанавливается ручка для его вращения.
Гайка механизма перемещения подбирается по винту. Она прочно и аккуратно приваривается к станине.
Одним из главных инструментов любой мастерской являются тиски. На первый взгляд это довольно простой инструмент, но на самом деле при помощи тисков можно производить довольно большое количество операций. Существует огромное количество разновидностей: столярные, слесарные, стуловые, крестовые. Случается так, что тиски могут прийти в негодность. В этом случае можно изготовить тиски своими руками.
Пошаговые технологии изготовления деревянных тисков в домашних условиях
Конструкция для верстака
В домашних условиях тиски для верстака изготавливаются в следующей последовательности.
| Широкие параллельные тиски из дерева. Ширина губок составляет 600 мм. | |
| Торцевая часть облицована стальными пластинами толщиной 4 мм. | |
| Из березовой доски выпиливаются заготовки. Выбор березы объясняется тем, что эта древесина отличается высокой прочностью и твердостью. | |
| Поверхность досок необходимо довести до идеала. Используются шлифовальные инструменты. Финишная обработка ведется шкурками с зерном 120…180 единиц. | |
| К торцу приклеивается доска, которая будет служить в качестве неподвижной губки. | |
| Дополнительно доску крепят винтами М5 с шайбами диаметром 20 мм. | |
| Из березовых брусков 100х150х50 мм будут изготавливаться направляющие втулки для стержней. | |
| В них высверливают отверстия диаметром 20 мм. Сами стержни будут изготавливаться из трубок Ø 20. | |
| Ходовой винт М24 и направляющие стержни. Длина винта составляет 450 мм. | |
| Предварительная сборка направляющих узлов. |
| Чтобы движение выполнялось строго по прямой линии, нужна длинная гайка. Но искать подобную можно долго. Проще поступить иначе. 1 – взять полосу длиной 180 мм (ширина 33 мм, толщина 5 мм); 2 – навернуть на винт две гайки; 3 – установить расстояние между гайками 140 мм; 4 – приварить гайки к полосе две гайки. Получится длинная опора, которая будет надежно перемещать подвижную часть тисков. | |
| При монтаже винт и направляющие располагаются под столом. На фото можно увидеть, как собирается конструкция подобных тисков. | |
| Подвижная губка опирается на металлическую опору. | |
| Чтобы происходило перемещение по винту, нужно приварить шайбу. Она не позволит смещаться подвижной части по винтовой поверхности. | |
| Маховичок вытачивается из древесного фрагмента. | |
| После токарной обработки получается довольно удобная рукоять. | |
| Внутрь маховичка запрессовывается гайка. | |
| Чтобы зафиксировать гайку, ее заливают эпоксидной смолой. | |
| Для фиксации габаритных деталей вытачиваются нагели диаметром 20 мм. Их можно устанавливать на губках, а также на столе. | |
| В маховичке сверлится отверстие Ø 16 мм. В него вставляется деревянный стержень. Так удобнее вращать и фиксировать детали. | |
| Готовая конструкция деревянных тисков. На столе видны несколько рядов отверстий под нагели. Переставляя ответные упоры, можно фиксировать заготовки довольно большой ширины. |
Изготовление деревянных тисков, устанавливаемых на столе
Другая конструкция используется в столярном производстве. Этот вид крепежа устанавливается на столе. Их дополнительно можно укрепить с помощью струбцин.
| Используется массив дуба. Его необходимо просушить в специальном режиме, предусматривающем не только сушку. Режимы чередуются увлажнением. Тогда исключается появление трещин. В данном конструкции верхняя часть губок небольшой ширины (всего 60 мм). | |
| Брусок размещается на столе, а потом размечают. | |
| Брусок строгается. | |
| Выпиливаются отдельные детали. Наилучшим считается крепление в виде ласточкиного хвоста. | |
| Неподвижная часть вытачивается отдельно. | |
| На токарном станке вытачивается рабочий винт. | |
| Нарезается прямоугольная резьба. | |
| На торце сверлится отверстие, куда вставляется стержень. С его помощью вращается винт. | |
| Из полосы толщиной 6 мм вырезается опорная пластина. | |
| Отверстия большого диаметра сверлят, закрепив деталь в четырехкулачковом патроне токарного станка. |
| Готовая пластина с отверстием Ø 20 мм. | |
| Выполнение дополнительных пропилов. | |
| Готовое изделие используется для фиксации заготовок при изготовлении небольших скульптур из древесины мягких пород. |
Простые деревянные тиски
| Используются бруски из яблони. | |
| Основание – это доска толщиной 30 мм, шириной 100 и длиной 200 мм. | |
| Дополнительно напилены еще три элемента. Они будут выполнять функцию губок и промежуточной опоры. Их размеры: ширина 100 мм; толщина 30 мм; высота 40 мм. | |
| В качестве винта используется рым-болт с резьбой М10. | |
| Дополнительно понадобятся болты М8х70 с гайками. | |
| На двух брусках сверлятся отверстия под болты М8. | |
| Дополнительно сверлятся два бруска под резьбу М10. | |
| Запрессовывается гайка. Дополнительно используется пластина для фиксации винта. | |
| Остается собрать элементы на опорной доске. |
| Болты М8 используются для установки брусков. | |
| Неподвижная губка может устанавливаться в нескольких положениях. Поэтому в тисках можно фиксировать детали разной ширины. | |
| Тиски готовы. Ими можно пользоваться для работы с деревянными заготовками. |
Инструкция по изготовлению тисков: вариант №2
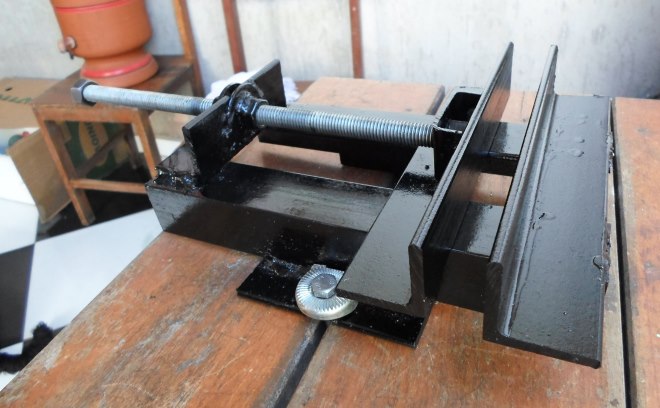
Самодельные тиски не требуют сложных конструкторских разработок и расчетов. Можно воспользоваться многочисленными фото и чертежами подобных устройств, которые легко найти в интернете. Достаточно простая, но в то же время очень эффективная конструкция создается на основе металлических труб.
Как известно, трубы, используемые для монтажа водо- и газопроводов, выпускаются с таким расчетом, что изделие определенного диаметра плотно входит в трубу последующего типоразмера. Именно эта особенность труб позволяет использовать их для такого устройства, как самодельные слесарные тиски. Наглядный чертеж, фото и описание процесса изготовления помогут самостоятельно изготовить данные тиски.
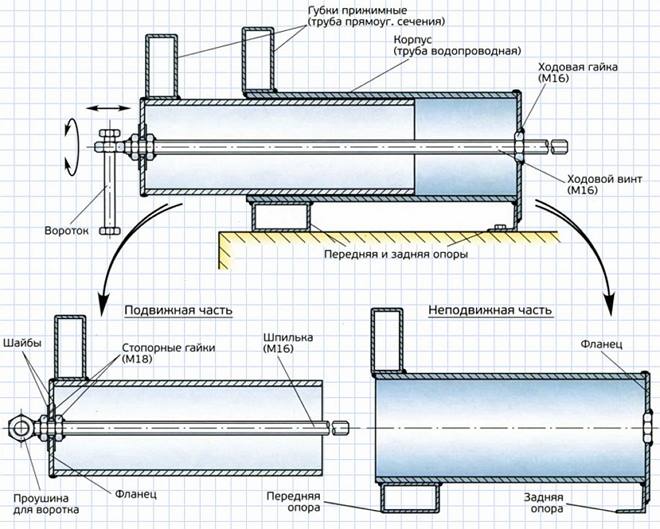
Чертеж самодельных тисков. Ниже два фото с готовым изделием
Конструктивными элементами, из которых будут состоять самодельные тиски, являются:
- отрезок металлической трубы, который будет выступать в роли внутренней подвижной части приспособления;
- отрезок металлической трубы следующего типоразмера, который будет служить внешней неподвижной частью;
- ходовая гайка с диаметром резьбы М16;
- ходовой винт с диаметром резьбы М16;
- вороток, за счет которого ходовому винту будет сообщаться вращение;
- передняя и задняя опоры, за счет которых неподвижная труба будет фиксироваться на основании;
- отрезки трубы прямоугольного профиля (будущие зажимные губки тисков);
- две стопорные гайки с диаметрами резьбы М16 и М18.

Две основные части тисков (подвижная и неподвижная)
Изготавливать такие тиски своими руками начинают с того, что к торцу отрезка трубы большего диаметра, которая будет выступать в роли неподвижного элемента, приваривают фланец. В центральное отверстие фланца должна быть вварена гайка с резьбой М16. К торцу отрезка подвижной трубы меньшего диаметра также приваривается фланец с центральным отверстием, в которое будет пропущен ходовой винт.
На некотором расстоянии от края ходового винта к нему приваривается гайка М18 (она станет фиксирующим элементом). После этого конец ходового винта, к которому приварена гайка, необходимо пропустить через внутреннюю часть подвижной трубы и вставить его в отверстие во фланце. При этом гайка должна прижаться к фланцу с его внутренней стороны.

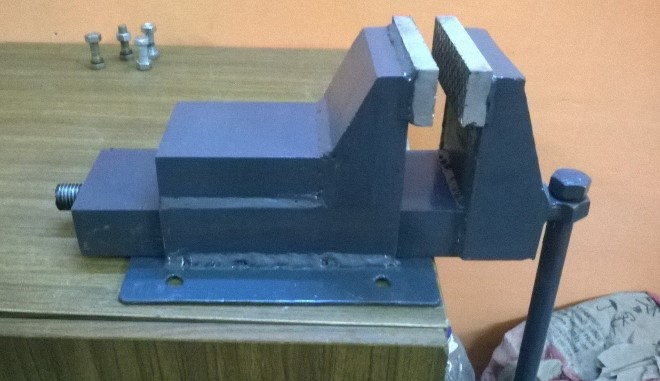
Тиски в сборе (на фото в них зажат молоток)
На конец ходового винта, выступивший с наружной стороны фланца, надевается шайба и навинчивается гайка М16, которая затем приваривается к винту. Между внутренней гайкой и поверхностью фланца также должна быть установлена шайба, что необходимо для уменьшения силы трения. Чтобы правильно выполнить этот этап изготовления самодельных тисков, лучше ориентироваться на соответствующее видео.
После того как подвижный узел тисков собран, следует вставить его в неподвижную трубу большего диаметра и вкрутить второй конец ходового винта в гайку второго фланца. Чтобы соединить ходовой винт с воротком, к его концу, выступающему со стороны подвижной трубы, можно приварить гайку или шайбу, в отверстия которых и будет пропущен вороток.
Зажимные губки таких тисков можно сделать из отрезков прямоугольных труб, которые привариваются к подвижной и неподвижной частям. Чтобы придать конструкции устойчивость, к нижней части неподвижной трубы привариваются две опоры, в качестве которых могут быть использованы уголки или прямоугольные трубы.
Внутренняя труба в процессе вращения ходового винта также может вращаться, что делает использование таких тисков очень неудобным. Чтобы этого не происходило, в верхней части неподвижной трубы можно сделать продольную прорезь, а в подвижную трубу вкрутить винт-фиксатор, который будет перемещаться по этой прорези и предотвращать вращение подвижной части.
На многих фото самодельных тисков подобной конструкции представлены устройства, подвижная и неподвижная части которых изготовлены из труб квадратного или прямоугольного профиля. Использование таких труб также позволяет избежать вращения подвижной части тисков.
Тиски описанной конструкции, автором которой является В. Легостаев, относятся к надежным и эффективным зажимным приспособлениям, простым в обслуживании и ремонте, что делает их очень популярными у домашних мастеров.
Если не планируется сильно нагружать тиски, то вполне можно изготовить их из дерева по несложной схеме
Проведение работ своими руками
Для работы с металлом потребуется болгарка и сварочный аппарат. Станочные фрезерные тиски такого вида изготавливают следующим образом:
- Начинают работу с приваривания фланца к торцу трубы, которая будет использоваться в качестве неподвижного элемента. В центральной части фланца вваривается гайка с резьбой М16.
- Следующий шаг заключается в создании подвижной части. К центральной части также приваривается фланец, в котором оставляется центральное отверстие для размещения винта.
- На некотором расстояние от торцевой поверхности ходового винта приваривается гайка с резьбой М18. Она применяется в качестве стопорного механизма. При установке ходового винта приваренная гайка должна плотно прилегать к торцу фланца. Устроить подобное крепление можно только при соблюдении всех размеров.
- Следующий шаг заключается в надевании шайбы и второй гайки М16 с наружной стороны фланца. Эти элементы затем будут привариваться к устанавливаемому винту. Для снижения трения между фланцем и внутренней гайкой устанавливается дополнительная гайка.
- После того как подвижный узел был собран его вставляют в неподвижную трубу большего диаметра и проводится вкручивание второго конца ходового винта в гайку фланца неподвижной части.
- С поверхностью заготовки контактируют зажимные губки. Их можно изготовить из твердого металла, который приваривается к основной конструкции.
- Повысить неподвижность можно за счет приваривания к нижней части трубы две опоры. Стуловый вариант исполнения должен изготавливаться так, чтобы нагрузка распространялась равномерно.
- Во время эксплуатации устройства внутренняя труба может вращаться вместе с ходовым винтом. Подобная ситуация создает довольно много проблем во время выполнения работы. Устранить этот недостаток можно путем создания продольной прорези, положение которой будет фиксироваться при помощи специального винта-фиксатора.
Шаг 3: Тиски и ручка
Я использовал 12-миллиметровый болт с резьбой и сделал паз в конце болта, используя угловую шлифовальную машину. Также нарежьте шайбу посередине и создайте две ее части. Гайка устанавливается в корпусе болта, после чего пропустите болт через эту гайку. Теперь прикрепите конец болта с подвижной губкой с помощью шайбы. Теперь пришло время сделать ручку тисков. Сделайте отверстие диаметром 7 мм на другом конце болта, и после этого болт диаметром 6 мм и длиной 2,5 дюйма будет проходить через прикрепленное к нему отверстие. Таким образом, тиски легко поворачиваются рукой с помощью этого 2,5-дюймового болта.
Особенности конструкции
Начинать самостоятельно непростой процесс по изготовлению слесарных тисов в домашних условиях имеет практический смысл из-за достижения больших преимуществ. Такой необходимый инструмент:
- пригодится всем, кто увлекается творчеством по металлу – столярным, слесарным делом;
- понадобится в квартире, на даче, в своем доме;
- позволяет выполнять с высокой точностью разные работы – обработку поверхностей, удаление заусениц, сверловку, снятие фасок и прочее.

Дополнительная мотивация изготовления слесарных тисков своими руками – экономия средств. Готовые изделия, которые продаются в магазинах, стоят дорого.
Слесарные тиски, установленные в различных заводских мастерских, состоят из конструкционного чугуна (станина) и инструментальной стали (упорный винт, ручка, прижимные губки, болты, гайки и прочие крепежи). В силу технологических и объективных сложностей изготовить нужный инструмент для дома из перечисленных выше сплавов не представляется возможным. Поэтому домашним умельцам приходится искать альтернативу, выбирая конструкцию, где применение чугуна необязательно.

Чтобы понимать, как сделать мощные слесарные тисы без постороннего участия для собственных нужд, человек должен знать устройство стандартных образцов, установленных на заводах, фабриках, а также специфику работы таких приспособлений. Конструкционно слесарные тиски состоят из нескольких основных частей:
- основание;
- подвижная и неподвижная губки;
- параллельные сменные пластины;
- упорный и прижимной винты;
- внутренняя гайка;
- ручка.

В популярных моделях заводских тисков предусмотрен механизм поворота на определенное количество градусов. Для домашних модификаций он не представляет большого интереса, поэтому народные умельцы, изготавливающие тиски для собственных потребностей, обходятся без такого распространенного усовершенствования.


Мастер перед началом требуемых действий при помощи длинной ручки отводит назад подвижный механизм со сменной металлической пластиной. Далее вставляет в образовавшийся зазор деталь, заготовку и начинает закручивать мобильную часть тисков до упора, с зажимом, прилагая характерные усилия.
Регулирование слесарных тисков вперед/назад при помощи подвижной губки осуществляется за счет длинного винта с дюймовой или трапецеидальной резьбой, с крупным шагом, который последовательно движется внутри неподвижной гайки, установленной в корпусе. Поворот механического устройства выполняется после ослабления прижимного винта и осуществляется мастером посредством необходимых усилий.


Некоторые мужчины с целью экономии финансов и личного времени изготавливают миниатюрные слесарные тиски из подручных инструментов. Наиболее известный вариант несложного приспособления, используемого в домашних условиях, – усовершенствование плоскогубцев. В прижимных губках сверлится сквозное отверстие, нарезается резьба. В подготовленное отверстие с одной стороны вкручивается болт, а с другой – накручивается гайка. В процессе работы деталь вставляется между губок и зажимается парой болт/гайка. Трудно доказать все преимущества мобильной конструкции, потому что для достижения комфорта и безопасности все-таки лучше использовать стационарные тиски.

Тиски для сверлильного станка своими руками: виды и инструкция
instrument.guru > Своими руками > Тиски для сверлильного станка своими руками: виды и инструкция
Тиски для сверлильного станка — вещь необходимая и недешевая. Они исполняют роль фиксатора при работе со сверлильным станком. Чтобы деталь была надежно и крепко закреплена, не «ходила» и не смещалась, используют зажимные губки.
Необходимо немного потратиться, чтобы сделать удерживающее устройство достойного качества.
- Виды тисков для сверлильного станка
- Поворотные тиски
- Неповоротные тиски
- Конструкция и назначение тисков
- Инструкция по изготовлению сверлильных тисков своими руками
Тиски можно разделить на две основные группы:
- поворотные;
- неповоротные.
Поворотные тиски
Такой вид тисков позволяет зафиксировать деталь, просверлить в ней отверстие в нескольких местах, не вынимая ее из зажимных губок. Могут вращаться на 360 градусов, что позволяет с легкостью просверлить нужное количество отверстий, не потратив много времени. Используются чаще всего при серийном производстве, на заводах и фабриках, когда от времени зависит количество сделанных деталей.
Некоторые поворотные фиксаторы оснащены крестовыми направляющими (крестовые тиски). Они позволяют перемещать зафиксированную деталь не только под определенным углом, но и в горизонтальной плоскости по двум осям. В домашних условиях сделать такую конструкцию довольно сложно, но есть несколько способов.
Существует еще один вид поворотных тисков — глобусные или синусные. Они позволяют перемещать зафиксированную деталь в трех плоскостях, что значительно повышает производительность. Такой вид необходим только при серийном производстве. Глобусные тиски позволяют делать наклонные отверстия в детали. Интересно наблюдать за их принципом действия по видео.
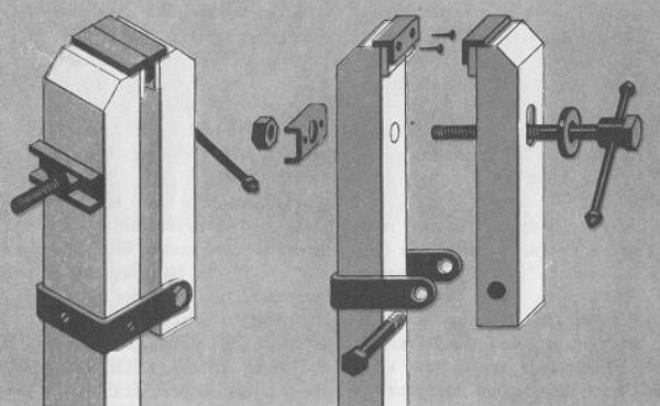
Инструкция по изготовлению тисков для сверлильного станка с фото и описанием
Для работы на сверлильном станке практически невозможно обойтись без одной важной детали — специальных зажимных тисков. Особенно это актуально, когда применяется самодельный сверлильный станок из дрели
Для сверлильного станка применяются тиски, имеющие конструкцию, отличающуюся от слесарных и столярных инструментов.
Для сверлильного станка совсем не обязательно покупать тиски заводского изготовления, так как их можно сделать самостоятельно своими руками. Для этого понадобится сварочный аппарат, дрель или сверлильный станок, болгарка, а также металлические заготовки, из которого будут создаваться сверлильные тиски. Как их сделать, рассмотрим подробно.
- Для начала необходимо взять стальную пластину, толщина которой должна быть не менее 8 мм. На пластине следует нанести разметку для вырезания прямоугольных отверстий
- Далее понадобится взять швеллер, на котором в последствии будут располагаться губки инструмента. На швеллер также требуется нанести разметку, как показано на фото выше
- Для изготовления губок используются две стальные пластины, толщиной 10 см. Размеры пластин составляют 40х100 мм. На второй пластине вырезается шток, посредством которого пластина или будущая губка будет перемещаться в пазу швеллера
- Перемещение подвижной губки будет осуществляться при помощи винта, в качестве которого рекомендуется использовать шпильку на 16 мм
- Приступаем к изготовлению инструмента. На швеллере вырезаем прямоугольный паз по предварительно размеченным линиям. Для этого используется болгарка и дрель со сверлом
- На стальных пластинах с одной стороны необходимо сделать ромбовидную насечку, которая будет играть роль щечек
- Во второй губке сверлится отверстие диаметром 10 мм. Посредством этого отверстия шпилька будет крепиться к губке. Обрезаем пластину, чтобы получить шток для соединения с пазом швеллера
- Одну сторону шпильки требуется сточить до размера 10 мм, чтобы иметь возможность установить деталь в предварительно просверленном отверстии губки
- В штоке необходимо просверлить отверстие, и нарезать в нем резьбу. При помощи этого отверстия с резьбой будет фиксироваться подвижная губка
- Подготавливается станина, в которой вырезаются прямоугольные отверстия. Квадратное отверстие по центру нужно для того, чтобы иметь доступ к закручиванию и выкручиванию болта на швеллере
- Для изготовления сверлильных тисков также понадобится продолговатая гайка, посредством которой будет перемещаться винт
- Швеллер приваривается к станине, после чего зачищаются швы. К швеллеру приваривается неподвижная губка и гайка, после чего можно приступать к сборке инструмента
На завершающем этапе изготавливается рукоятка из анкера. Для этого делается паз в конструкции винта, и сверлится отверстие. На фото выше показано, как сделать рукоятку для сверлильных тисков своими руками. Подробное описание процесса изготовления тисков для сверлильного станка представлено в видео материале.
Слесарные тиски своими руками — часть 1
Если зайти в магазин и посмотреть на стоимость слесарных тисков с шириной губок от 120мм, то становится как то грустно… Посмотрев на металл, который у меня имеется в наличии на даче я решил потратить денек на самостоятельное изготовление слесарных тисков.
Материал который я присмотрел для изготовления тисков:
— лист железа для основы тисков толщиной 4мм — профильная квадратная труба 50мм с толщиной стенки 4мм — уголок 60мм с толщиной стенки 5мм — уголок 75мм с толщиной стенки 8мм — полоса толщиной 10мм — шпилька резьбовая 20мм — длинная гайка 20мм
Пластина под основание тисков у меня была размером 200х160мм. Я решил отрезать такую же и насверлив в одной из пластин равномерно отверстий диаметром 8мм точечными сварками скрепил эти две пластины между собой.
Места сварки зачистил:
По центру пластины начертил центральную линию и по краям от нее также начертил пару линий шириной 20мм — на толщину шпильки.
Длинную гайку в которую будет вкручиваться шпилька я установил на проставку — кусочек полосы толщиной 10мм к которой и приварил эту гайку.
Гайку на проставке установил по центру начерченной линии и вкрутив в нее шпильку выровнял по центру.
После этого приварил площадку с гайкой к пластине-основанию и зачистил.
В качестве боковин будет использоваться уголок 60мм с толщиной стенки 5мм и длиной 200мм. Поставил их чтобы посмотреть как это будет выглядеть:
Вот общий вид деталей для слесарных тисков:
В профильной трубе 50х50мм сделал болгаркой продольный паз шириной чуть больше чем приваренная подставка с гайкой. С краю этой трубы оставил не пропиленную часть равную ширине будущих губок.
Уголки обхватывающие профильную трубу прихватил прихватками к листу-основанию. Между этими уголками положил пластину шириной 50мм и толщиной 10мм. Чтобы профильная труба нормально двигалась, между этой пластинкой сверху и самой профильной трубой сделал проставку. В качестве проставки использовал пару полотен для ножовки по металлу.
После этого пластину приварил по всей длине. Получился своеобразный короб:
Поскольку щель между пластиной и уголками получилась достаточно большой, то после приваривания пластины сверху, я срезал прихватки и проварил эту же пластину уже изнутри. Поскольку профильная труба имеет полукруглые края, то сварочный шов изнутри ходу профильной трубы не мешает.
После этого получившийся короб зачистил:
В качестве основания под губки тисков использовал более толстый уголок 75мм и толщиной стенки 8мм. Ширина будущих губок будет 150мм. Установив уголки на будущие места крепления я обрезал их немного на скос.
В качестве самих губок будет использоваться отрезок из полосы толщиной 10мм. Губки будут иметь размер: 150х50х10мм.
Прикрепив эти будущие губки к своим уголкам я закрепил их щипцами-«собаками» и просверлил насквозь отверстия 4,2мм. Затем в уголках я нарезал резьбу 5мм, а в губках рассверлил отверстия сверлом 5,1мм и сделал зенковку под потай.
В нарезанную резьбу я вкрутил болтики и с обратной стороны прикрутил по две гайки которые затем обварил сваркой. Получилось некая удлиненная резьба 5мм.
Отверстия для крепления губок к уголкам делал по центру губок — по 25мм от вертикальной линии и по 30мм от краев.
С торца профильной трубы, где в будущем будет крепиться вороток к шпильке я, изначально, планировал приварить квадратную площадку. Затем решил по краям трубы приварить по отрезку уголка в которых затем нарежу резьбу и площадку эту не приварю, а прикручу винтами. Это позволит мне в дальнейшем при необходимости разобрать тиски.
Поставив уголок с будущими губками на эту часть, я сделал скосы уголка относительно выступающим приваренным уголкам.
В дальнейшем для усиления губок с внутренней стороны уголков будут приварены раскосы и все это заварено пластиной толщиной 4мм.
Для усиления верхней части тисков, там где имеется место для наковальни, я положил еще одну пластину толщиной 8мм (как у уголка губок) и шириной равной общей ширине короба. Таким образом если в дальнейшем придется использовать наковальню по прямому назначению, то вся нагрузка будет производиться на вертикальные ребра боковых уголков.
Приварив усиливающие раскосы я закрыл уголки губок пластиной толщиной 4мм и зачистил все болгаркой, а затем наждачным кругом с зерном 40.
Да, по сварке… Варил я аппаратом Форсаж-161 Электрод — МР-3С 3мм Ток сварки — около 110А.
При обваривании уголков пластиной 4мм я использовал те же электроды, только на токе около 80А.
Затем я это дело все обезжирил и покрыл из баллончика грунтовкой с краской:
В сборе на данный момент это выглядит так:
Во второй части по самостоятельному изготовлению слесарных тисков: — установка губок с нарезкой от скольжения — установка торцевой заглушки с винтом и воротом — крепежные отверстия в подошве тисков
Самодельные слесарные тиски: видео, фото, чертежи
Изготовить надежные и удобные в работе тиски своими руками несложно. Необходимость в этом может быть вызвана не только желанием сэкономить на приобретении серийной модели, но также потребностью в использовании зажимного приспособления, которое позволит более эффективно решать задачи, которые на него возложены.
Простые самодельные тиски из уголков
Серийные модели тисков, хотя и являются универсальными, не всегда способны обеспечить высокую точность фиксации деталей, они достаточно громоздкие и отличаются значительным весом.
Самодельные тиски, используемые преимущественно в условиях домашней мастерской, можно сделать более приспособленными для выполнения определенных технологических операций, а значит, более эффективными и удобными.
Самодельные слесарные тиски могут мало чем отличаться от фабричных как по внешнему виду, так и по надежности
Любой человек, проводящий много времени в своей домашней мастерской, подтвердит, что обойтись в ней без такого приспособления, как тиски, достаточно сложно. Без зажимного устройства трудно выполнять различные операции с деталями из металла, дерева и пластика. Использование тисков гарантирует не только высокую точность и эффективность операций сверления, фрезерования и др., но и безопасность оператора станка. Если нет желания или возможности приобретать серийную модель такого устройства, то вполне можно изготовить тиски своими руками, затратив на это совсем немного времени и сил.
Разработка конструкции тисков
Чертеж самодельных тисков
При желании самостоятельно изготовить собственную конструкцию, необходимо подготовить чертежи (эскизы). За основу можно взять катаные уголки, швеллеры, двутавры. В промышленных устройствах используют чугунное литье. Небольшие по размеру могут изготавливаться из швеллера.
Самодельщики используют разные виды древесины или металлопрокат.
Деревянная конструкция
В составе изделий из дерева используют металлические элементы:
- винт. Применяют шпильки со стандартной резьбой. Если в наличии есть домкрат, то в разрабатываемом изделии будет использоваться прямоугольная резьба;
- гайка. Ее подбирают под имеющийся зажимной винт;
- крепежные элементы используют для придания жесткости.
Легкосъемная конструкция
По исполнению устройства могут быть:
- стационарными тисками, размещаемые постоянно на одном месте;
- переносными (легкосъемными) тисками. Их можно быстро снять, уложить в транспортное средство для выполнения работ по месту выполнения ремонта.
Тиски для верстака
Эти тиски еще называют тисками Моксона или верстачными, они довольно удачно справляются с зажимом крупногабаритных досок, фанеры, различных панелей. Достоинством этого типа является то, что они не занимают небольшую площадь в мастерской, а изготавливаются они из дерева.
Читать также: Настройка инструмента вне станка с чпу
Размеры необходимо подбирать самостоятельно, столярные тиски для верстака своими руками можно изготовить используя минимум инструмента и материала.
Конструкция выглядит следующим образом:
Для изготовления понадобятся две шпильки, четыре гайки, три доски. После того как доски подготовлены и вырезаны по размеру, необходимо в неподвижной и подвижной части просверлить по два отверстия. Затем в неподвижной части в просверленные отверстия вставить гайки, предварительно смазав их клеем с двух сторон. Небольшой нюанс: отверстия в неподвижной части должны быть немного меньшего диаметра, чем сами гайки, во избежание прокручивания гайки в отверстии. Вначале шпильки необходимо приварить вороток для удобства или сделать деревянную ручку. Станину для неподвижной части можно сделать в форме ступеньки. Готовую конструкцию прикрутить к верстаку саморезами или болтами.
Этапы изготовления самодельных тисков
Примерная пошаговая инструкция, как изготовить тиски своими руками в домашних условиях может выглядеть следующим образом:
Болгаркой обрезается кусок швеллера длиной 30 см. Он будет служить подвижной частью тисков. С одной стороны к основанию этой заготовки приваривается пластина толщиной 4 мм с выемкой, в которую вставляется зажимной винт с пазом. Для того чтобы сам винт в этой выемке был надежно закреплен, к этой пластинке с внутренней стороны двумя болтами крепится стопорная пластинка такой же толщины.
При помощи болгарки из листа вырезается пластина размером 25х6.2 см, к которой привариваются два уголка 50х50 длиной 25 см. Эта конструкция представляет собой неподвижную часть тисков. В полках этой заготовки просверливаются 6 отверстий диаметром 6 мм.
Из того же листа болгаркой вырезается еще одна заготовка размером 30х20 мм с боковым выступом размером 10х8 мм. В ней по краям просверливаются 12 отверстий диаметром 6 мм. Она будет служить основанием для тисков, на которое крепится вся конструкция. К нему на выступающей части привариваются две стопорные пластины для неподвижной гайки.
Из угловой стали вырезаются две заготовки, в которых просверливаются отверстия, и нарезается резьба для крепления зажимных губок. Затем одна из этих заготовок приваривается к неподвижной части тисков, а вторая к той, которая будет передвигаться внутри станины.
Предварительно сама станина при помощи болтов крепится к слесарному столу. В губках тоже просверливаются отверстия, через которые они при помощи болтов крепятся к зажимным пластинам. В винт вставляется вороток и еще раз проверяется надежность крепления.
Дополнительно можно усилить конструкцию тисков при помощи приварки косынок и стопорных пластин, как это показано на видео и фото. Такие тиски слесарные легко разбираются, поэтому желательно их покрасить антикоррозийной краской по металлу и установить на постоянное место.
Таким же способом можно изготовить тиски для сверлильного станка, только в этом случае крепление к станине станка будет несколько отличаться в зависимости от ее конструкции.
Как видно из вышеприведенного описания изготовить самодельные тиски совсем несложно. Надо просто иметь желание и элементарные навыки работы с металлом. Ниже рекомендуем посмотреть видео о том, как сделать станочные тиски.
Классический вариант самодельных настольных тисков
Из великого множества слесарных тисков, рекомендуемых к изготовлению своими руками, мы выбрали вариант наиболее близкий к классической схеме, но по некоторым параметрам превосходящий тиски заводского изготовления.

По фотографии четко угадываются стальные детали, практически всегда без особого труда подбираемые на ближайшем вторчермете:
стальная пластина 200 х 200 толщиной 3 – 6 мм (можно и толще); 2 швеллера (120 мм – наружный, 100 мм – внутренний) длиной соответственно 160 мм и 300 мм, в вашем случае размеры могут быть и другими в зависимости от длинны ходового винта; стальные уши от какой-нибудь крупногабаритной емкости; 2 изношенных токарных резца; пруток для воротка, в данном случае кусок арматуры; винт или шпилька, соответствующего прутку диаметра, и 2 гайки; 2 шайбы, диаметром, соответствующим диаметру ходового винта; винтовая пара – любая из описанных (в этом случае – заказанная токарю), длиной 335 мм; мощная пластина для крепления ходового винта.
Slesarnye-tiski-16
Slesarnye-tiski-17
Slesarnye-tiski-19
Ходовой винт с обеих сторон от пластины отделяется шайбами, одна из которых со стороны резьбовой части прихвачена к нему сваркой, хотя при таком диаметре можно закрепить ее при помощи шплинта или стопорного кольца. Тогда этот узел будет полностью разборным, что явно лучше из соображений ремонтопригодности.
Рукоятка с одной стороны глушится приваренной гайкой, а со второй стороны делается разборной, после приваривания к ней резьбы от винта соответствующего диаметра.
Гайка от винтовой пары приваривается к пластине основания заподлицо со 120-м швеллером.

Для нормального вхождения внутреннего швеллера с закрепленным на нем ходовым винтом, его ребра нужно слегка обработать напильником.

Уши с приваренными к ним губками, изготовленными из обрезанных токарных резцов, нужно позиционировать при ввинченном ходовом винте. Так они займут точное место. Можно даже губки скрутить вместе мягкой проволокой, обеспечив идеальное их взаиморасположение.
Также можно до этого нанести на них насечку при помощи угловой шлифмашинки с диском для резки металла.
За счет такого крепления губок, а именно формы крюков и расстояния между ними, в таких тисках можно крепить нестандартные детали, расширенные к низу.

Да и максимальная толщина обрабатываемых в этих тисках заготовок весьма внушительна. А уж о ремонтопригодности такой оснастки и говорить не приходится – сами видите.
Уважаемые читатели, если у вас остались вопросы, задавайте их, используя форму ниже. Мы будем рады общению с вами
Главная » Инструменты и оборудование » Ручной инструмент


