Как согнуть трубу в домашних условиях без трубогиба из разных материалов: способы
Содержание:
- Как работать с трубогибом в домашних условиях
- Особенности трубогиба
- Самостоятельное сгибание алюминиевой трубы
- Профессиональное оборудование
- Техника безопасности при работе
- Способы
- Возможные осложнения в ходе работы
- Трубогибочные станки работающие способом наматывания
- Эффективное сгибание пластиковых элементов
- Усложненная гибка медных труб
- Изменение конфигурации труб из цветных металлов
- Труба профильная: что это такое
Как работать с трубогибом в домашних условиях
Трубогибами называют специальные механизмы, для которых характерен различный принцип действия. С их помощью реализуется ручная и механическая гибка труб профильного и круглого сечения в условиях производства или дома.
Существуют следующие виды ручных трубогибов, подходящих для сгибания пластичных тонкостенных изделий из алюминия, обладающих малым диаметром:
- Рычажный. Этот механизм еще называют станком Вольнова. Для закладки заготовки в нем предусмотрена специальная форма. Сам процесс сгибания не требует нагревания трубы, и осуществляется рычажной силой. Форма соответствует определенному диаметру.
- Арбалетный. Конструкция, в которой закрепляют заготовку, оснащена гнущим сегментом, осуществляющим продавливание середины трубы с противоположной от концов стороне.
- Пружинный. Перед изгибанием труба оснащается пружиной, которую закладывают внутрь изделия. Далее заготовку могут разогревать, или применять холодный метод сгибания. По окончанию процедуры пружину необходимо извлечь.
При помощи станочной гибки существует возможность решения вопроса как согнуть, и как выпрямить алюминиевую трубку самого различного диаметра и формы. Риск ее повреждения сведен практически к нулю.
Данные механизмы могут иметь электромеханический или гидравлический принцип работы, что гарантирует получение точного результата работы, согласно выдвигаемым требованиям. Также есть способы, как загнуть трубу без трубогиба, что весьма удобно, когда под рукой нету необходимого инструмента.
Особенности трубогиба
Трубогиб – это станок, который позволяет гнуть алюминиевую трубку достаточно быстро и в разнообразных направлениях. Его можно приобрести в магазине или же изготовить своими руками. Но для начала нужно разобраться в принципе его действия и выяснить, какие виды трубогибов существуют сегодня.
Разнообразие профилей, которые способен изгибать трубогиб, ограничивается видом валика, который входит в его конструкцию. Кроме того, данный станок позволяет загибать изделие на определенный, заранее подготовленный угол.
Виды трубогиба:
- Гидравлический (с широким спектром действия). Способен изгибать элементы из любого материала под любым необходимым углом.
- Ручной (более распространенный тип). Подходит для сгибания изделий из пластика и цветных металлов.
- С наличием электрического привода (увеличивает качество определенного радиуса сгиба для труб с разнообразным сечением).
При работе с трубогибом следует соблюдать правила техники безопасности
Значительный минус трубогиба – его высокая стоимость. Особенно это касается модели с электроприводом.
Самостоятельное сгибание алюминиевой трубы
Вначале определяют, трубу какой марки, диаметра и толщины стенок требуется согнуть. Если подобную процедуру требуется проводить время от времени, то лучше сразу обзавестись ручным трубогибом, благо, в продаже имеется огромный выбор различных моделей данного приспособление.
Кроме того, существуют и другие методы гибки труб в домашних условиях, особенно если речь идет о разовых мероприятиях:
Перед тем, как загнуть алюминиевую трубу в домашних условиях, в нее забивается сухой, мелкий, просеянный песок. На концы заготовки требуется одеть заглушки в виде чопов, после чего проводится медленное сгибание заготовки. Это можно делать даже вручную, однако один конец для удобства лучше закрепить хомутом. После того, как заготовка согнута, с нее высыпают песок: он необходим для сохранения округлой формы трубы. Если работа проводится в зимнее время, вместо песка можно использовать замороженную внутри воду. По окончанию процедуры деталь помещается в теплые условия для оттаивания льда.
Если требуется согнуть трубу со слабым уровнем пластичности (из дюралюминия), то при использовании способа с песком потребуется также наличие газовой горелки. Один конец трубы в таком случае зажимают в тиски, горелка же служит для равномерного разогревания участка изгиба до температуры +250 градусов. Для проверки оптимальности нагревания к трубе подносится кусок бумаги: появления дыма будет знаком готовности изделия к последующему изгибанию
При его проведении важно не спешить. Многократное нагревания того же участка трубы недопустимо.
В этом случае вначале происходит изготовления из древесины полукруглого шаблона, толщина которого должна превосходить диаметр заготовки
Сообщив ему нужный радиус изгиба, заготовку закрепляют на плоскости при помощи струбцин и болтов. Впритык к шаблону крепят доску, имеющую идентичную толщину и уклон: важно добиться хорошей плотности укладки трубы между ними. Заложив один конец трубы к направляющей доске по касательной относительно полукруга, вторым ее концом нужно проводить загибающие движения вокруг шаблона. Таким образом можно гнуть пластичные трубы диаметром до 40 мм на довольно значительные радиусы.
После того, как в трубу засыпан песок, она кладется двумя концами на две устойчивые опоры: место сгиба должно провисать. Этому участку и сообщается нужный радиус при помощи резиновой киянки. Особенно удобно таким образом изгибать квадратные алюминиевые трубы.
Участок заготовки, где проводится сгибание, изнутри оснащается пружиной из стали: на ее конец привязывается проволока. После приобретения трубой нужной формы пружину вытаскивают за эту проволоку. При необходимости, место сгибания можно разогреть.
Профессиональное оборудование

Начнём с того, какие специальные инструменты вы можете использовать для сгибания труб из разных материалов. Обычно такое оборудование есть у профессиональных мастеров и относится оно к категории трубогибов. По методу сгибания все трубогибы можно разделить на несколько категорий:
- Арбалетные изделия имеют определённую форму, поэтому применяются для сгибания труб с подходящим диаметром.
- Пружинные инструменты подходят для самостоятельного сгибания пластиковых трубопроводов. Оборудование выполнено на базе стальной пружины.
- Сегментные конструкции имеют специальный участок, вокруг которого можно вытянуть заготовку.
- Дорновые инструменты предназначены для сгибания элементов с тонкими стенками, а также в случае, когда нужно получить небольшой радиус сгибания.
По виду привода подобное оборудование делится на следующие виды:
- Ручной инструмент подходит для сгибания заготовок небольшого диаметра, выполненных из тонкостенных полимерных материалов, нержавеющей стали и разных цветных сплавов.
- Промышленное гидравлическое оборудование используется для сгибания трёхдюймовых труб.
- Электромеханический инструмент подходит для трубопроводов разного диаметра. Главное его отличие состоит в том, что вы легко можете добиться высокой точности сгибания (угол, радиус).
Техника безопасности при работе
Чтобы не навредить себе при работе с нагревательным оборудованием, нужно соблюдать правила техники безопасности:
- Работать в защитных перчатках, робе.
- Помещение, в котором проводятся работы должно иметь хорошую вентиляцию.
- Проверить аппарат для нагрева на наличие дефектов.
При покупке строительного фена, лучше выбирать модель с регулятором температуры, дисплеем.
Когда человек начинать монтаж трубопровода в частном доме, он может столкнуться со множеством препятствий на пути прокладки труб. Для того чтобы обойти их не разрушая, нужно научиться сгибать трубки под разными углами. Выполнить гибку может любой человек, выбрав технологию.
https://youtube.com/watch?v=SFPhjJzJTxg
Способы
Согнуть профиль 40×20 или 20×20 в домашних условиях особого труда не составит. Для этого подойдут все способы, перечисленные ниже. Узкие профтрубы (менее 20*20), особенно тонкостенные, гнутся с помощью примитивного захвата или даже на любой криволинейной и гладкой поверхности.
Болгаркой
Болгарка (или углошлифовальный ручной электростанок с отрезным диском по металлу) позволяет согнуть профильную трубу своими руками, используя пропилы. Они отстоят на равном расстоянии друг от друга, когда их более двух. Один пропил позволит сделать лишь резкий, прямоугольный изгиб. Чем больше пропилов – тем плавнее изгиб. Он примет вид правильной ломаной. Пропилы нужны, чтобы лишний металл с внутренней стороны не образовывал складки, придающие трубе неприглядный вид.
Величина угла каждого пропила определяется общим гибочным углом, делённым на количество выпиленных зазоров. Чтобы профтруба приняла аккуратный вид, и внутрь не затекала дождевая вода, пропилы должны быть с острым углом у наружной стенки трубы, а не прямоугольными. Например, арочная труба, имеющая угол сгиба в 180 градусов, при 20 пропилах требует угол для каждого из них в 9 градусов. Добиться этого можно лишь на крупногабаритном профиле и при использовании более тонких дисков – либо делать пропилы ножовкой по металлу, а не болгаркой.
Разогревать для этого профтрубу незачем. Пропилы размечаются и выполняются в соответствии с радиусом изгиба, запрашиваемого заказчиком. При этом одна из стенок – наружная остаётся целой, что позволит конструкции не развалиться, но труба теряет прочность. Для обретения профтрубой исходной прочности получившиеся стыки провариваются с помощью сварки.
Данный метод относят к холодному гнутью трубы. Термообработка (сваривание) осуществляются уже после сгибания – а не до него, как это происходит в случаях, описанных ниже. Недостаток – ребристая наружная и внутренняя поверхности сгиба, что исключает плотный контакт с криволинейными конструкциями, например, при накладывании композитных или пластиковых кровельных листов поверх каркаса, собранного из таких труб.
Заполняем песком
Перед тем как прогреть трубу, её заполняют песком. Сила упругости, которой обладает песок, позволит профилю не смяться. Внутренняя сторона сгиба останется гладкой. Чтобы согнуть трубу таким образом, сделайте следующее.
- Закройте концы трубы деревянными заглушками, в которых прорезаны продольные отверстия. Последние нужны, чтобы нагреваемый воздух выходил из трубы, заглушки не выбило. Длина заглушек в 10 раз больше ширины профиля.
- Прокалите участок трубы, на котором она согнётся.
- Насыпьте в трубу песок со средней зернистостью. Предпочтительно использовать просеянный и хорошо вымытый песок, предварительно прокалённый до 150 градусов.
- Проверьте, что труба хорошо закрыта, и отметьте участок трубы, подвергаемый сгибанию.
- Зафиксируйте трубу в тисках на верстаке.
- Нагрейте трубу до вишнёво-красного цвета и согните её в отмеченном месте.
- После остывания трубы удалите заглушки и высыпьте песок.
Согнутая дугой труба готова к дальнейшей работе.
С помощью пружины
Если под рукой песка не оказалось, доступа к нему нет – воспользуйтесь квадратной пружиной, витки которой расположены плотно. Пружина предотвратит деформацию и неравномерное изменение толщины стенок трубы, поможет сохранить ей форму.
Посредством воды
Сгибание с помощью воды впору назвать «ледяным гибом». Закройте один конец плотной заглушкой, налейте воду, закройте второй конец и дождитесь морозного дня. Когда вода замёрзнет и расширится, согнуть её будет намного легче, чем в обычных домашних условиях. Изгиб при этом выйдет ровным, без сморщивания и разрывов. Недостаток такого способа – слишком короткую трубу согнуть не удастся, а стальная труба (если она не из нержавейки) может покрыться ржавчиной изнутри, потеряв при этом значительную часть прочности.
Возможные осложнения в ходе работы
Собственно изгибание такой трубы представляет собой процесс придания элементу изогнуто-плавной конфигурации. Сделать это можно только под давлением, поскольку деталь имеет высокую прочность. Чтобы уменьшить необходимую для изгиба силу давления, можно использовать нагрев изгибаемого фрагмента.
Несмотря на кажущуюся простоту операции, в результате гибки не всегда получаются элементы нужной конфигурации. Довольно часто возникают проблемы. К числу самых распространенных осложнений относят три.
Первое заключается в том, что внутренняя сторона профиля складывается своеобразными складками, которые напоминают гофру. В правильном варианте она равномерно сокращается.
Промышленность выпускает множество разновидностей профильной трубы. Они различаются формой сечения, высотой профиля, толщиной стенки
Вторая сложность – разрыв наружной стенки профильной трубы. В ходе гибки она растягивается. Иногда металл не выдерживает силового воздействия и лопается. Третья проблема в том, что труба, изменяя свою форму, способна утратить соосность элементов.
Это означает, что ее фрагменты в изогнутом состоянии будут лежать в разных плоскостях. А это недопустимо. Практика показывает, что все сложности происходят по причине ошибочного выбора способа гибки.
Чтобы выбрать его правильно, нужно учесть пластические возможности профильной трубы. Они определяются размерами и формой сечения, а так же толщиной стенок изделия. Исходя из этих величин, можно рассчитать минимально возможный радиус закругления. Пытаться выполнять закругление меньшего радиуса настоятельно не рекомендуется.
Чтобы определить минимальный радиус, нам потребуется высота сечения. Она рассчитывается следующим образом. Замеряется высота профиля, из нее вычитается удвоенная толщина стенки изделия.
Полученное число будет искомой высотой, обозначим ее h. Для труб с сечением в форме прямоугольника и квадрата действует следующее правило. Если высота профиля выше 20 мм, деталь выдерживает изгиб на участке, минимальная длина которого составляет hх3,5.
Изделия с профилем ниже 20 мм можно сгибать на участке длиной от hх2,5 и больше. Это правило справедливо для всех труб. Однако толщина стенки детали тоже влияет на ограничения в гибке.
Чем она тоньше, тем выше вероятность появления разрыва или смятия детали. Специалисты настоятельно не рекомендуют пытаться гнуть широкие изделия толщина стенок которых менее 2 мм. В этом случае оптимально воспользоваться сварочным аппаратом.
В процессе изгибания профильной трубы очень важно выполнять все действия правильно и аккуратно, иначе деталь может утратить соосность или смяться. Использовать такую трубу нельзя. Еще один момент, о котором нужно знать
Трубы из низколегированных и углеродистых сплавов очень упруги и после сгибания могут как-бы «пружинить», пытаясь принять прежнюю форму
Еще один момент, о котором нужно знать. Трубы из низколегированных и углеродистых сплавов очень упруги и после сгибания могут как-бы «пружинить», пытаясь принять прежнюю форму.
Это предполагает дополнительную работу с изделием, поскольку его придется заново подгонять по заранее изготовленному шаблону. Поэтому рекомендуется выяснить значение пластического момента сопротивления данной профильной трубы и проводить изгибание с учетом этого показателя. Чем он меньше, тем меньше деталь будет «пружинить».
Трубогибочные станки работающие способом наматывания
Трубогибы и трубогибочные станки, работающие способом наматывания наиболее часто используются для гибки труб в авиационной и космической промышленности, автомобилестроении, тракторостроении, во всех сферах машиностроения, а так же при производстве мебели. Такие трубогибы позволяют получить качественные гибы трубы на маленьких радиусах гиба (от 1,5 диаметров трубы) обеспечивая высокую и абсолютную повторяемость геометрии пространственной гибке деталей .
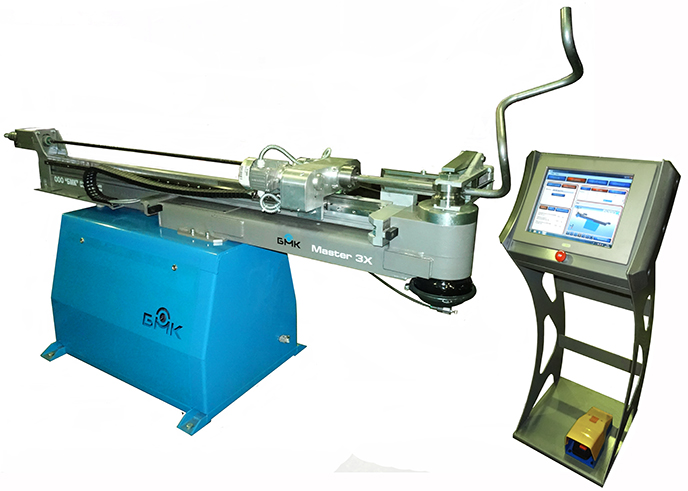 Автоматический трубогиб СЕ-51 серии MASTER.3X
Автоматический трубогиб СЕ-51 серии MASTER.3X
Трубогибочные станки, работающие способом наматывания, из-за высокой производительности, чаще применяется при массовом, крупносерийном и серийном производствах, однако и при штучном и при экспериментальном производствах этот метод гибки труб позволяет получить превосходные результаты.

Полуавтоматический трубогиб СЕ-51 серии MASTER
Принцип действия трубогиба работающего способом наматывания состоит в том, что труба одетая на дорн трубогибочного станка зажимом прижимается к ручью гибочного ролика, который вместе с зажимом поворачиваясь вокруг оси тянет за собой трубу, наматывая её на гибочный ролик, по радиусу ручья гибочного ролика, до требуемого угла гиба. При этом точкой опоры для изгиба труб служит вставка скользящего башмака, а дорн, находящийся внутри трубы, не позволяет трубе изменять первоначальное сечение (форму) трубы.
Автоматический трубогиб СЕ-51 MASTER.3X — гибка трубы на выставке
Следует отметить, что выдвижением дорна на трубогибе регулируется показатель овальности трубы в месте ее изгиба. В практике ООО “БМК” были случаи когда, при дорновой гибки труб способом наматывания , достигалось значение овальности (изменения сечения ) трубы не более 0,2- 0,3%. Трубогибы, производства ООО «БМК», практически всегда при дорновой гибке труб на радиус гиба от 2D, обеспечивают овальность трубы в месте ее гиба не более 4%,что является достаточным для любых изделий, будь то ракеты, самолеты, автомобили или любые другие технически сложные механизмы.
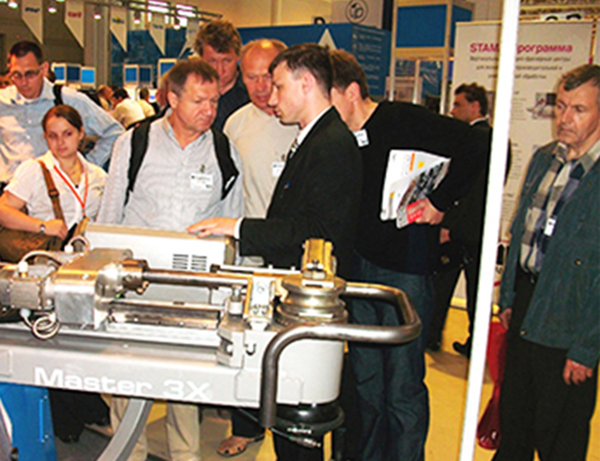
Автоматический трубогиб СЕ-51 серии MASTER.3X в работе на выставке
Трубогиб работающий способом наматывания может работать, как с дорном так и без дорна.
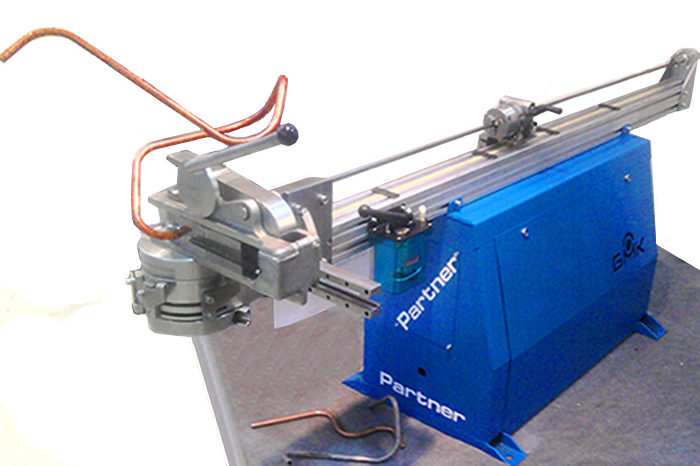
Ручной трубогиб СМ-30/3 PARTNER
Дорновые трубогибы и трубогибочные станки позволяет гнуть тонкостенные трубы на радиус гиба от 2 диаметров трубы, а толстостенные – от 1,5 диаметра труб, без образования гофр, с качеством гиба отвечающим требованиям космической и авиационной отрасли, атомной тепловой энергетики и общего машиностроения.
Бездорновые трубогибы и трубогибочные станки обеспечивает гиб только толстостенных труб на радиус более 3÷4-х диаметров трубы, а при бездорновой гибке тонкостенных труб, на указанные радиусы гиба, в процессе гибки на трубе всегда образуются заломы либо гофра.
Дорновые трубогибы, дорновые трубогибочные станки и дорновые трубогибочные машины работающие способом наматывания позволяют гнуть тонкостенные трубы в разных плоскостях с прямым участком между гибами от 1,5 диаметров трубы, а при наличии специальной оснастки прямой участок может быть сокращен до 0,1 диаметра трубы.
Оснастка для дорнового трубогиба состоит из:
- Гибочного ролика, с ручьем под конкретный типоразмер трубы, с жестко фиксированным диаметром ролика;
- Зажим трубы, с ручьем под конкретный типоразмер трубы;
- Вставка либо ролики скользящего башмака под конкретный типоразмер трубы;
- Дорн (может быть жестким или гибким) под конкретный типоразмер и материал трубы;
- Складкоразглаживатель (только для тонкостенных труб при маленьких радиусах гиба), под конкретный типоразмер трубы совмещенный с конкретным диаметром гибочного ролика.
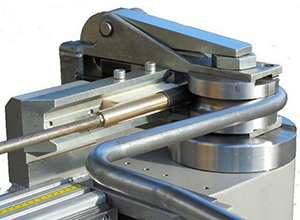
Оснастка автоматического трубогиба СЕ-51 серии MASTER.3X
Оснастка для бездорнового трубогиба работающего способом наматывания аналогична оснастке дорнового трубогибочного станка за исключением того, что в комплекте оснастки для бездорнового трубогиба отсутствуют дорн и складкоразглаживатель.
В настоящее время в мире производится большое количество моделей трубогибочных станков, трубогибочных машин и различных трубогибов работающих способом наматывания, но сравнительный анализ возможностей, надежности работы (безотказности, долговечности, ремонтопригодности), простоты изготовления оснастки, удобства, простоты эксплуатации и обслуживания, производительности, стоимости и сроков изготовления несомненно выводит в лидеры производителя трубогибов — Балтийскую Машиностроительную Компанию, изготавливающую весь спектр дорновых и бездорновых трубогибочных автоматов, трубогибочных полуавтоматов и ручных трубогибов для трех координатной, пространственной гибки труб.
Эффективное сгибание пластиковых элементов
Трубы из поливинилхлорида достаточно просто согнуть с помощью определенной инструкции. Выполняя ее пункты, можно легко и просто в домашних условиях придать пластиковому трубопроводу нужную форму, не прибегая к посторонней помощи.
Для сгибания пластиковой трубы выполняются следующие действия:
- В любом строительном магазине нужно купить древесноволокнистую плиту, которая необходима для сооружения специальной оправы. С помощью этой оправы выполняется сгибание пластиковой заготовки до того момента, когда изделие примет нужную форму.
- Согнув плиту до нужного радиуса, следует отшлифовать ее поверхность. Можно воспользоваться в этом случае мелкой наждачной бумагой.
- На следующем этапе из силикона формируют оболочку для сгибаемого элемента. Она должна соответствовать форме и размеру трубы. С помощью оболочки заготовка из ПВХ фиксируется на оправе из ДВП. Кроме того оболочка служит своеобразной защитой для поверхности пластиковой трубы, предотвращая образование различных дефектов, включая царапины, сколы и другие механические повреждения.
- Далее металлопластиковая заготовка помещается непосредственно в оболочку.
- Теперь можно приступать к нагреванию трубного элемента. Под воздействием высокой температуры материал становится более мягким и начинает принимать форму оправы. Результатом процесса становится изделие желаемой формы.
- Сформированное изделие необходимо остудить в течение 10-15 минут. По истечении этого времени видоизмененная труба из поливинилхлорида может быть извлечена из оправы. После этого готовый конструктивный элемент рекомендуется оставить еще на некоторое время, чтобы он полностью остыл.
Несмотря на множество способов, как загнуть металлическую трубу или изделие из другого материала, получить идеальный результат в бытовых условиях практически невозможно. Однако изучение теоретических материалов и неоднократное экспериментирование на непригодных кусках трубы из подобных материалов поможет понять, как согнуть трубу, не имея трубогиба.
Главное, что после этого заниматься процессом сгибания трубных элементов можно в любое свободное время.
Особенности алюминиевых труб Как согнуть алюминиевую трубу Как работать с трубогибом в домашних условиях Способы гибки Самостоятельное сгибание алюминиевой трубы
Алюминиевые изделия в настоящее время очень разнообразны и востребованы, что свидетельствует о том, что этот материал эффективен и незаменим во многих областях жизни. Одной из самых популярных разновидностей продукции данного типа является алюминиевая труба.
Усложненная гибка медных труб
Случается, что нужно загнуть заготовку нестандартного профиля. Например, не круглого, а квадратного. Здесь неприменим пружинный способ. Остается использовать песок, киянку, заглушки и две опоры. На последние помещается труба, затем нагревается, далее место сгиба простукивается молотком до придания должной формы.
Как поступить, если необходимо согнуть трубку в спираль? Все просто — нужно лишь найти шаблон цилиндрической формы с диаметром, равным требуемому. Заготовка из меди слегка прогревается, затем изгибается. Так будет получена ровная спираль.
ПОСМОТРЕТЬ Ручной трубогиб на AliExpress →
Изменение конфигурации труб из цветных металлов
Есть очень полезное свойство у цветных металлов — высокая пластичность. Однако они обладают недостаточной прочностью. В процессе гибки, в результате приложения усилий сжатия и растяжения, может наблюдаться смятие или разрыв трубы. Чтобы этого не случилось нужно в точности соблюдать технологию.
Как гнуть трубы из меди и латуни?
Для гибки медных, а также латунных труб применяют как горячий, так и холодный методы. При выборе первого в качестве внутреннего наполнителя выбирают песок, второго — расплавленную канифоль. Технология гибки такая же, как и для труб из стали.
Трубная продукция из меди и латуни перед холодной гибкой подлежит отжигу с последующим охлаждением. Диапазон температур для обоих материалов одинаков — от 600 до 700⁰С. Разница в охлаждающей среде — медь помещают в воду, а латунь охлаждается на воздухе.
После завершения процесса канифоль удаляют путем ее выплавки. Чтобы не допустить разрыва трубы, процесс ни в коем случае не начинают с середины трубы, только с концов. В качестве приспособлений для гибки используют как простые инструменты, так и сложное станочное оборудование.
Ручные трубогибы работают за счет физических усилий человека, а гидравлические сводят эти усилия к минимуму. И те, и другие укомплектовывают сменными насадками для возможности подбора нужного диаметра.
Минимальный радиус для гибки медных и латунных труб регламентируется ГОСТ 617-90 и ГОСТ 494-90 соответственно. Специалисты не рекомендуют использовать этот радиус без особой надобности. Всегда лучше обойтись большим его значением
С трубами медными и латунными работать значительно легче, чем со стальными, но деформация металла при изгибе происходит по тем же законам физики. На изгибаемом участке наружная поверхность испытывает растяжение, в результате чего стенки истончаются.
Внутри трубы происходят обратные процессы — стенка сжимается и становится толще. Существует риск превращения круглого сечения в овал и уменьшения условного прохода, поэтому нельзя приступать к гибке, не приняв мер, предотвращающих эти явления.
Гибка труб из алюминия
Основные способы гибки алюминиевых труб такие же, как и латунных или медных:
- проталкивание между роликами;
- прокатка;
- откатывание;
- давление.
Перед принятием решения по поводу того, как и каким способом согнуть алюминиевые трубы, нужно ознакомиться с каждым. Первый метод применяют для тонкостенных труб диаметром максимум 10 см, когда нужно получить пологий сгиб с небольшими требованиями к точности. Здесь строго регламентирован минимальный радиус. Его величина — 5-6 диаметров трубы.
Кривизну участка определяет положение отклоняющего ролика. Таким способом чаще всего изготавливают декоративные элементы интерьера. Вторым способом сгибают трубный материал большого диаметра, для чего используют 3-роликовые трубогибы. Трубу протягивают между приводными роликами, ориентация которых определяет радиус гибки.
На фото стационарный электрический 3-роликовый трубогиб, но существуют и ручные мобильные модели оборудования. На нем заготовка перемещается через ролики и сгибается под заданным углом по всей длине. На таком станке можно изменить конфигурацию трубы, согнув ее кольцом, спиралью или выполнить дугу большого радиуса
Точность этого метода еще ниже предыдущего, но деталь можно подвергнуть повторному изгибанию и повторять процесс до тех пор, пока не будет получена нужная геометрия.
Гибку алюминиевых тонкостенных труб можно провести вручную, подготовившись должным образом:
Метод откатки не предусматривает наличия внутреннего наполнителя, поэтому его не применяют для получения небольших радиусов. Не получится при выборе этого способа выполнить и строгие требования по поводу овальности сечения в месте изгиба.
Для деформации алюминиевой трубы давлением используют прессы с установленными на них штампами с матрицей нужной формы. Заданная геометрия получается в результате влияния давления, оказываемого извне.
В отдельных случаях давление может быть внутренним, когда трубу помещают в прессформу и подают внутрь жидкость с напором, достаточным для того, чтобы прижать ее к стенкам.
Трубы из дюралюминия согнуть непросто, т.к. этот материал достаточно твердый и пружинистый. Чтобы облегчить процесс их обжигают непосредственно перед гибкой при температуре от 350 до 400⁰С, затем ждут пока трубы охладятся естественным путем на воздухе.
Труба профильная: что это такое
Обычная труба является металлическим цилиндром с толщиной стенок и диаметром, определяемым стандартами. То же самое определение подойдет и к профильной, только сечение ее выполняется не круглым. У профиля оно бывает:
- прямоугольное;
- квадратное;
- шестиугольное;
- овальное.
Отличительная черта такого материала — повышенная прочность.
Профильный металл выдерживает значительные нагрузки при изгибе, что делает его использование в металлоконструкциях предпочтительнее труб с круглым сечением. Но это преимущество превращается в главный недостаток при попытке гнуть прочный профиль.
Чаще всего его изготовляют из двух видов стали: высоколегированной или низколегированной. Различные технологии производства позволяют изготавливать горяче- и холоднокатаные, бесшовные и электросварные образцы труб. Эти свойства учитываются при сгибании профилей.
Кроме формы сечения и толщины стенок, следует учитывать пластичность материала, из которого сделана труба. От нее зависит радиус изгиба. Если работать с профилем, не учитывая эти особенности, порча материала станет неизбежной.


