Промышленный и кустарный метод анодирования алюминия
Содержание:
- Завершающий этап
- Закрепление детали
- Сообщений 1 страница 30 из 42
- Теории образования пленок оксида алюминия при анодировании.
- Подготовительный процесс
- Цель анодирования алюминия и его дальнейшее использование
- Коррозия алюминия на воздухе (атмосферная коррозия алюминия)
- Виды коррозии
- Сущность анодирования алюминия
- Способы анодирования алюминия
- Сущность анодирования алюминия
- Оборудование для анодирования алюминия в домашних условиях
- Конверсионные процессы (Химическое оксидирование , Анодирование, химическое фосфатирование).
Завершающий этап
Необходимо довести процедуру до конца, поскольку образовавшаяся пленка характеризуется наличием микропор, которые не идут на пользу. Их нужно закрыть, для чего деталь нужно прокипятить в дистиллированной воде также полчаса.
Смотреть галерею
По завершении и при желании деталь можно покрасить или покрыть бесцветным лаком. Хотя металл в процессе приобретает естественный окрас, который зависит от состава обрабатываемой детали. Обычно оттенки могут варьироваться от зеленого до темного, но зачастую получается анодирование алюминия в черный цвет. Чтобы придать детали другой желаемый цвет, деталь погружают в раствор с анилиновыми красителями (10 %).
Как видно, анодирование алюминия можно выполнить и у себя дома, но из всех способов доступен только холодный метод, так как он более безопасен. К тому же особой разницы между видом раствора практически нет (сода или кислота) результат в любом случае будет одинаковый. Главное, придерживаться инструкции.
Закрепление детали
Перед началом процесса анодирования деталь должна быть прочно зафиксирована на подвесных приспособлениях для более плотного электрического контакта. В качестве подвесных устройств рекомендуется использовать алюминиевые конструкции или сплавы на основе титана с дюралем. Само крепление может производиться с помощью винтовых или пружинных зажимных механизмов. Для дополнительной страховки нередко применяют и алюминиевую тугую проволоку. Участки конструкции, которые не будут участвовать в контакте, необходимо изолировать. Это можно сделать или посредством ленты из полиэтилена, или с помощью кислотостойкого лака
Второй метод требует дополнительной осторожности, поскольку цветное анодирование алюминия в домашних условиях предусматривает максимальное исключение факторов стороннего влияния на поверхности заготовки. То есть обработка лаком должна быть произведена заблаговременно с полным просыханием поверхности
Также следует учитывать, что неплотный контакт подвесной системы с целевым материалом может вызвать перегрев последнего. Данный эффект, в свою очередь, приведет к разрушению оксидного покрытия и снижению прочности нанесенной пленки.
Сообщений 1 страница 30 из 42
Поделиться117 Янв 2013 14:48:24
Анодирование алюминиевых деталей самостоятельно в домашних условиях. Гальваника
Алюминий по праву остается популярным материалом для домашнего мастера. Легкость, достаточная прочность, простота обработки, коррозионная стойкость – вот его основные достоинства. Единственные его недостатки – трудность окрашивания в домашних условиях и образование неравномерного налета в виде серых пятен.
Для защиты и окраски алюминия применяют анодирование (анодное оксидирование) – создание на поверхности алюминия тонкого и прочного поверхностного пассивного слоя, препятствующего дальнейшей коррозии металла. Анодированный алюминий имеет ровный светло-серый цвет. Эта же пленка легко окрашивается в любой цвет при помощи обычных анилиновых красителей. (Анилиновые красители применяются для окраски тканей).
В промышленных условиях анодирование проводят в 20% серной кислоте. Но в домашних условиях работать с ней крайне неудобно да и опасно.
К счастью, существует и другой способ анодирования – в растворе углекислого натрия (питьевая сода) и хлористого натрия ( пищевая соль).
Растворы готовят отдельно друг от друга. Для получения насыщенных растворов берут избыточное количество соды и соли, и растворяют их в чистой воде, желательно дистиллированной (продается в магазинах автозапчастей для заливки в аккумуляторы). Соду и соль растворяют в теплой воде, в течении получаса, постоянно перемешивая раствор. Раствора соды потребуется примерно в 9 раз больше, чем раствора соли. Растворы готовят в стеклянной или пластиковой посуде.
После того, как вещества перестанут растворяться, раствор отстаивают 10-15 минут, сливают с осадка нерастворенного вещества и фильтруют. Любая неоднородность в растворе может повлиять на равномерность покрытия алюминиевой детали.
Ванна для анодирования должна быть также алюминиевой. Если такой ванны нет, можно воспользоваться и пластиковой, но ее дно и желательно стенки необходимо покрыть листами алюминия. Можно вырезать из листа алюминия выкройку, как для коробки и согнуть импровизированную «ванну». Смысл этого – в обеспечении равной плотности тока при анодировании со всех сторон детали. К листу алюминия присоединяют провод (так же алюминиевый).
Деталь, предназначенную для анодирования, измеряют, с целью определить площадь ее поверхности, тщательно очищают мелкой наждачной шкуркой, обезжиривают ацетоном. К детали прикрепляют провод, в месте, которое не будет потом видно. Иногда специально для этого оставляют контактный лепесток, который удаляют после анодирования.
В ванну заливают 9 объемных частей раствора соды и одну часть раствора соли. Раствор тщательно перемешивают. Провод от ванны присоединяют к «минусу» свежезаряженной аккумуляторной батареи. (можно использовать и сетевой источник питания).
Деталь должна быть абсолютно чистой. Ее подвешивают в ванной при помощи присоединенного провода так, что бы минимальное расстояние до ванны было не менее 10-15 мм (включая дно). Провод от детали присоединяют через амперметр к «плюсу» аккумулятора. Ток для анодирования должен быть в пределах 10-20 мА на каждый квадратный сантиметр детали. Т.е. если деталь имеет площадь примерно 100 кв. см, то ток должен быть 1-2 ампера. Для его регулировки в цепь включают проволочный переменный резистор.
Процесс анодирования продолжается 1-1,5 часа. В процессе анодирования выделяются микроскопические пузырьки газа. Когда вся деталь покроется ровным серо-голубым налетом, процесс анодирования можно считать законченным. Деталь вынимают из раствора и промывают проточной водой. При помощи густого раствора марганцовки и тампона деталь очищают от продуктов химической реакции. После этого деталь становится гладкой, как бы матово-полированной светло-серого цвета.
Деталь еще раз промывают в проточной воде и высушивают. Затем ее покрывают бесцветным лаком или окрашивают с помощью анилиновых красителей в нужный цвет.
Для создания красящего раствора готовят 10% раствор анилинового красителя , нагревают его до 50-60 градусов и опускают в него деталь. Густоту окраски регулируют продолжительностью погружения детали. Обычно это от нескольких минут до получаса. После окраски деталь промывают, сушат и покрывают лаком.
Теории образования пленок оксида алюминия при анодировании.
Существуют две теории образования и роста анодно-оксидных покрытий: структурно-геометрическая и коллоидно-электрохимическая.
3.1 Структурно-геометрическая теория (ячейки Келлера).
С позиции этой теории при наложении на алюминиевый электрод анодного напряжения (т.е подключение его к «плюсу») сначала формируется компактная оксидная пленка (барьерный слой толщиной 1-1,1 нм/В), имеющая гексоганальную ячеистую структуру, причем растущее покрытие будет повторять ее.
Наружная часть ячеек в агрессивных электролитах, растворяющих оксид, начинает разрушаться в дефектных местах и превращаться в пористое покрытие. Разрушение барьерного слоя, приводящее к образованию поры, протекает, по мнению одних исследователей, в центре ячейки, по мнению других – в местах стыка ячеек.
Таким образом, под влиянием локальных воздействий ионов электролита в барьерном слое зарождаются поры, число которых обратно пропорционально напряжению. Диаметр пор и их число зависят от природы электролита и режима процесса. В поре толщина барьерного слоя уменьшается, и, как следствие, увеличивается напряженность электрического поля, при этом возрастает плотность ионного тока вместе со скоростью оксидирования. Но, поскольку растет и температура в поровом канале, способствующая вытравливанию поры, наступает динамическое равновесие, и толщина барьерного слоя остается практически неизменной. Размер ячеек увеличивается с ростом формирующего напряжения. Пример ячейки Келлера приведен на рисунке 9. Форма поры у разных авторов разнится — от круглой до «звездочки».
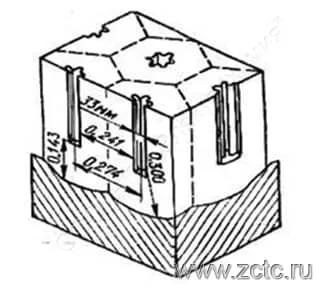
Рисунок 9 — Ячейка Келлера.
Рост анодно-оксидного слоя происходит на дне образовавшихся пор за счет превращения все более глубоких слоев металла в оксид. В дальнейшем под действием электролита оксид, образующий стенки ячеек, гидратируется. При этом происходит адсорбция воды, анионов электролита и продуктов анодной реакции.
3.2 Коллоидно-электрохимическая теория Богоявленского.
Наличие в составе оксидного слоя анионов электролита заставило ученых связать рост и особенности его строения с коллоидной структурой.
С позиции теории Богоявленского (рисунок 10) образование анодно-оксидных пленок начинается с возникновения мононов — мельчайших частиц оксида с адсорбированными анионами электролита. Зарождение мононов происходит в результате встречи потоков ионов. Мононы — зародыши будущих мицелл.
С увеличением числа мононов они превращаются в полиионы — волокнистые палочкообразные мицеллы коллоидной степени дисперсности, которые образуют скелет ориентированного геля оксида алюминия. В него внедряются анионы электролита, теряя частично при этом свою гидратную оболочку.
Адсорбция анионов и воды, осуществляемая по межмицеллярным порам, обуславливает отрицательный заряд монон и мицелл, заставляя их плотно прижиматься к аноду и сращиваться с металлом, препятствуя слиянию мицелл в беспористый слой. Поры при таком рассмотрении представляют собой естественное межмицеллярное пространство.
Наряду с процессами образования мицеллярных слоев с участием анионов протекают сопряженные процессы растворения образующегося оксида.
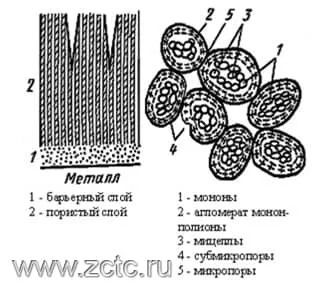
Рисунок 10 — Иллюстрация теории Богоявленского.
Интересно отметить, что размеры ячеек Келлера близки размерам мицелл геля Al(OH)3. Толкование механизма роста анодной пленки с позиций коллоидной химии позволяет объяснить внедрение в ее структуру анионов и катионов электролита и отдельных составляющих оксидируемого сплава. При этом сопряжение процессов образования оксида и его растворения в электролите также учитывается коллоидной теорией.
3.3 Современные исследования структуры покрытия.
Теперь следует заметить, что структура анодированного алюминия, на самом деле, может быть весьма далека от идеальной, описанной в теории. В частности теория говорит о правильных гексагональных ячейках, в центре которых находится одна пора. На самом деле, получить такую структуру можно только специальными методами, например, многостадийным анодированием в определенных режима. Примеры таких «правильных» покрытий приведены на рисунке 11. Более глубокое описание наноструктурированного аноднооксидного покрытия выходит за рамки этой статьи.
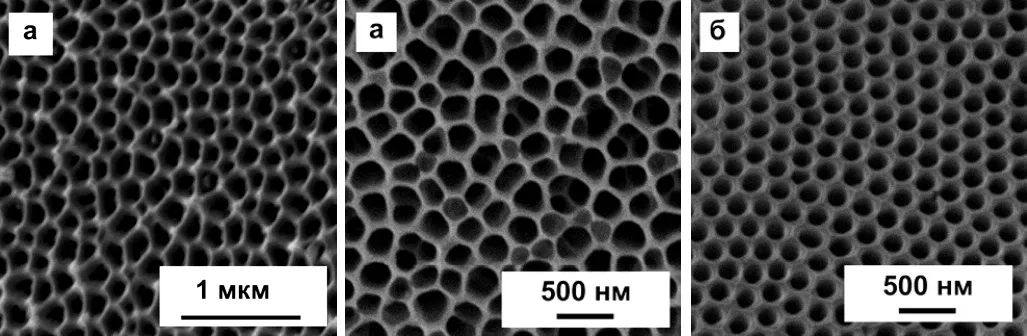
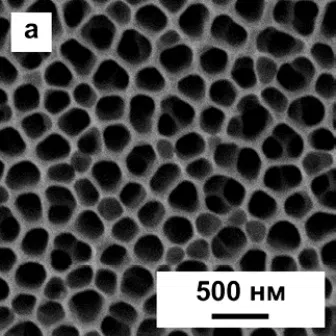
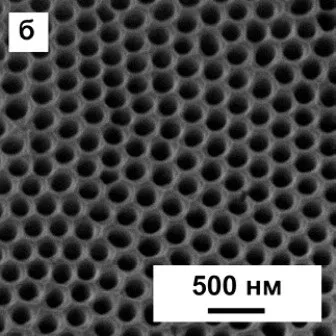
Рисунок 11 — Примеры идеальных и близких к идеалу ячеек пористого слоя в аноднооксидном покрытии на алюминии.
Чаще же можно наблюдать более «грязные» варианты. Примеры их были показаны в начале статьи.
Кроме этого, теории не предполагают возможности ветвления пор, что наблюдается в действительности.
Подготовительный процесс
Для получения гладкой поверхности на стадии подготовки необходимо заготовку отполировать. С помощью войлочного или другого полировального круга устраняются царапины, затягиваются большие поры. Отсутствие микронеровностей снижает вероятность появления прогаров. Анодная пленка не способна скрыть внешние дефекты.
Перед анодированием алюминия необходимо определиться с размерами обрабатываемых деталей. Получаемый слой имеет толщину 50 микрон, поэтому на обработанную резьбу невозможно будет накрутить гайку. Если же детали соединяются с помощью посадки, то не стоит забывать, что после анодирования детали шлифовке не подлежат.
Проведение анодирования в домашних условиях
Для проведения процесса необходимы емкости. Емкости для анодирования должны соответствовать размерам деталей, быть чуть больше. В связи с чем обычно пользуются несколькими ваннами. Материал емкостей – алюминий. Но если изделия небольшого размера, то подойдут пластиковые контейнеры. Только на дно и вдоль стенок необходимо уложить алюминиевые листы. Это необходимо, чтобы создать ток равномерной плотности по всему объему.
Электролит нуждается в изоляции от внешнего воздействия тепла. При нагревании его придется менять. Для исключения нагрева емкости снаружи покрываются слоем теплоизоляции. Ее можно обклеить пенопластом до 50 мм толщиной или, поместив в короб, заполнить свободное пространство монтажной пеной.
Смешивание, когда в кислоту добавляется вода, сопровождается обильным тепловыделением, и она буквально вскипает разбрызгиваясь. Поэтому в целях безопасности серную кислоту вливают в емкость с водой.
Перед началом анодирования алюминия его подвергают химической подготовке. Химическая подготовка – процесс обезжиривания. В промышленных условиях обработку проводят едким натром или калием. Но в домашних условиях лучше пользоваться хозяйственным мылом. Зубной щеткой и мыльным раствором с поверхности хорошо удаляются загрязнения. После чего сначала заготовки промываются теплой водой, а затем — холодной.
Альтернативой хозяйственному мылу служит стиральный порошок. Растворив его в закрытом пластиковом контейнере и поместив туда обрабатываемые детали, необходимо интенсивно встряхнуть. Затем детали промываются и просушиваются потоком горячего воздуха. Активный кислород, содержащийся в стиральном порошке, защищает обезжиренные изделия, даже если их взять голыми руками.
Цель анодирования алюминия и его дальнейшее использование
Анодирование алюминиевых профилей и других деталей имеет большой смысл
Важно, что все характеристики металла остаются неизменными, но сама поверхность изделий приобретает дополнительные качества:
- По всей поверхности образуется механически прочный слой оксида, который не позволяет разрушаться металлу под воздействием влаги и кислорода.
- Мелкие повреждения в виде точечных дефектов либо незначительные царапины скрываются под слоем, и металл становится более однородным.
- При нанесении лакокрасочных покрытий последние распределяются более равномерно, хорошо ложатся на алюминий.
- Детали из анодированного алюминия приобретают презентабельный вид, на различных механизмах они смотрятся выигрышно.
- В процессе анодирования можно передать алюминию совершенно иной оттенок, например, посеребрить или позолотить его либо сделать отлив жемчужным блеском.
Обработанные запчасти из алюминия можно дальше пускать на производство различных узлов, механизмов машин, каркасов.
Коррозия алюминия на воздухе (атмосферная коррозия алюминия)
Алюминий при взаимодействии с воздухом переходит в пассивное состояние. При соприкосновении чистого металла с воздухом на поверхности алюминия мгновенно появляется тонкая защитная пленка оксида алюминия. Далее рост пленки замедляется. Формула оксида алюминия – Al2O3 либо Al2O3•H2O.
Реакция взаимодействия алюминия с кислородом:
Толщина этой оксидной пленки составляет от 5 до 100 нм (в зависимости от условий эксплуатации). Оксид алюминия обладает хорошим сцеплением с поверхностью, удовлетворяет условию сплошности оксидных пленок. При хранении на складе, толщина оксида алюминия на поверхности металла составляет около 0,01 – 0,02 мкм. При взаимодействии с сухим кислородом – 0,02 – 0,04 мкм. При термической обработке алюминия толщина оксидной пленки может достигать 0,1 мкм.
Алюминий достаточно стоек как на чистом сельском воздухе, так и находясь в промышленной атмосфере (содержащей пары серы, сероводород, газообразный аммиак, сухой хлороводород и т.п.). Т.к. на коррозию алюминия в газовых средах не оказывают никакого влияния сернистые соединения – его применяют для изготовления установок переработки сернистой нефти, аппаратов вулканизации каучука.
Виды коррозии
Окисляется алюминий в атмосфере быстро, но на небольшую глубину. Этому препятствует защитная окисная пленка. Окисление ускоряется выше температуры плавления алюминия. Если нарушается целостность оксидной пленки, алюминий начинает корродировать. Причинами истончения его защитного слоя могут стать различные факторы, начиная с воздействия кислот, щелочей и заканчивая механическим повреждением.
Коррозия алюминия – саморазрушение металла под воздействием окружающей среды. По механизму протекания выделяют:
Химическую коррозию – происходит в газовой среде без участия воды.
Электрохимическую коррозию – протекает во влажных средах.
Газовое разрушение – но сопровождает нагрев и горячую обработку алюминия. В результате взаимодействия кислорода с металлами возникает плотная окисная пленка. Вот почему алюминий не ржавеет, как и все цветные металлы.
На видео: электрохимическая коррозия металлов и способы защиты.
Сущность анодирования алюминия
Почему? Что такого особенного в этом незамысловатом с точки зрения химии процессе? А главное в чем его экономическая выгода? Давайте разбираться.
Как известно, алюминий самый распространенный металл на Земле, а кроме того еще и самый востребованный. Химические и физические свойства алюминия позволяют использовать его практически повсеместно: в машиностроении, авиации, космической промышленности, электро- и теплотехнике и пр. Алюминий на открытом воздухе быстро окисляется и образует на поверхности защитную микропленку, которая делает металлоизделия из алюминия химически более инертными. Однако эта естественная защита слишком мала, поэтому алюминий и его всевозможные сплавы не вечны: со временем они легко подвергаются коррозии.
Защитить изделия из алюминия, сделать их более твердыми и долговечными можно двумя способами: окрасить их с помощью порошковых красок или оксидировать, т.е. искусственно создать на его поверхности толстую пленку. Оксидирование в свою очередь подразделяется на два подвида: химическое оксидирование в растворах хрома и собственно анодирование с помощью анодной поляризации изделия в электролите.
Преимущества окрашивания в том, что готовые изделия внешне более эффектны: получаемый цвет ровнее, ярче, возможных оттенков окрашивания больше, легче получить нужную текстуру. Однако анодирование гораздо менее зависимо от качества поставляемых материалов, да и производственные линии устроены проще. Кроме того, спектр цветов и оттенков анодированных металлоизделий становится с каждым годом все больше и больше. Сейчас доступно даже радужное анодирование с созданием на поверхности изделия переливающегося блестящего покрытия.
Способы анодирования алюминия
Разработано несколько способов обработки алюминиевых сплавов, но широкое применение нашел химический способ в среде электролита. Для получения раствора используют кислоты:
- серную;
- хромовую;
- щавелевую;
- сульфосалициловую.
Для придания дополнительных свойств в раствор добавляют соли или органические кислоты. В домашних условиях в основном используют серную кислоту, но при обработке деталей сложной конфигурации предпочтительнее использовать хромовую кислоту.
Процесс происходит при температурах от 0°С до 50°С. При низких температурах на поверхности алюминия образуется твердое покрытие. При повышении температуры процесс протекает значительно быстрее, но покрытие обладает высокой мягкостью и пористостью.
Технология твердого анодирования алюминия
Кроме химического метода в некоторых случаях используются следующие методы анодирования алюминия:
- микродуговое;
- цветное:
- адсорбцией;
- опусканием в электролит;
- опусканием в красящий раствор;
- гальваникой;
- интерферентное;
- интегральное.
Сущность анодирования алюминия
Почему? Что такого особенного в этом незамысловатом с точки зрения химии процессе? А главное в чем его экономическая выгода? Давайте разбираться.
Как известно, алюминий самый распространенный металл на Земле, а кроме того еще и самый востребованный. Химические и физические свойства алюминия позволяют использовать его практически повсеместно: в машиностроении, авиации, космической промышленности, электро- и теплотехнике и пр. Алюминий на открытом воздухе быстро окисляется и образует на поверхности защитную микропленку, которая делает металлоизделия из алюминия химически более инертными. Однако эта естественная защита слишком мала, поэтому алюминий и его всевозможные сплавы не вечны: со временем они легко подвергаются коррозии.
Защитить изделия из алюминия, сделать их более твердыми и долговечными можно двумя способами: окрасить их с помощью порошковых красок или оксидировать, т.е. искусственно создать на его поверхности толстую пленку. Оксидирование в свою очередь подразделяется на два подвида: химическое оксидирование в растворах хрома и собственно анодирование с помощью анодной поляризации изделия в электролите.
Преимущества окрашивания в том, что готовые изделия внешне более эффектны: получаемый цвет ровнее, ярче, возможных оттенков окрашивания больше, легче получить нужную текстуру. Однако анодирование гораздо менее зависимо от качества поставляемых материалов, да и производственные линии устроены проще. Кроме того, спектр цветов и оттенков анодированных металлоизделий становится с каждым годом все больше и больше. Сейчас доступно даже радужное анодирование с созданием на поверхности изделия переливающегося блестящего покрытия.
Это интересно: Технологии литья металлов — под давлением, по выплавляемым моделям и другие
Оборудование для анодирования алюминия в домашних условиях
Теперь вам стало известно, что собой представляет анодирование. Пришло время выяснить, какое именно оборудование необходимо для этого. Итак, для работы потребуется несколько ванночек для деталей с разными размерами. Они должны быть сделаны из алюминия. В качестве альтернативы можно воспользоваться полиэтиленом или пластмассой. Стенки и дно пластиковой ванны должны быть покрыты листами алюминиевой фольги. Это необходимо для создания катодно-анодной установки.
У ванны также должны быть высокие теплоизоляционные характеристики. Лишь в этом случае электролит не нагреется сильно, и вам не нужно будет его регулярно менять.
После этого делают катод, для чего применяют свинец. Делается эта деталь исключительно из листового материала. Стоит отметить, что площадь катода обязательно должна быть вдвое больше площади обрабатываемой детали. В катоде должны быть специальные отверстия, предназначенные для выпуска газов.
После подготовки катода, необходимо изготовить электролит, поместить его внутрь ванны, положить туда элемент и подсоединить к «плюсу» источник электрического тока. Пластину из свинца нужно подключить к «минусу». Для того чтобы металлический сплав начал анодировать, сгодится источник электропитания на полтора ампера и двенадцать ватт. Что касается затрачиваемого времени, то для элементов небольшого размера процедура займет примерно тридцать минут. Чтобы произвести полноценный профиль из алюминия, понадобится три-четыре часа.
Расцветка изделия может различаться. Тут все зависит от применяемой методики анодирования в домашних условиях. С применением анилиновых красок детали металла можно выкрасить даже в черные оттенки.
Конверсионные процессы (Химическое оксидирование , Анодирование, химическое фосфатирование).
Главное отличие этих процессов – Вы не наносите покрытие поверх изделия, а производите его из самого металла изделия. Грубо говоря, на поверхности образуется защитная корочка. Поэтому после покрытия размеры изделия практически не увеличиваются (защитная пленка растет вовнутрь)
Еще важное отличие – полярность. Для обычных покрытий изделие цепляют на «-», а аноды на «+»
Здесь же все наоборот. Изделие будет «+» и будет растворяться в процессе, а аноды должны быть на «-».
Химическое оксидирование (Хим.окс) применятся для стальных или алюминиевых изделий. После покрытия на поверхности образуется очень тонкая защитная корочка. (2-3мкм).
Анодирование (Ан.окс) – для алюминия. В этом случае защитная корочка толще (20-40мкм).
Фосфатирование (Хим.фос) – для стальных изделий. На поверхности образуется пленка из соли железа (фосфаты, 20-40мкм).

Рисунок 2 — Анодирование

Рисунок 3 — Химическое оксидирование

Рисунок 4 — Химическое фосфатирование
Покрытия отличаются относительно низкой стоимостью. (особенно Хим.окс)


